性能等級的標記制度、材料
5 性能等級的標記制度
螺栓、螺釘和螺柱性能等級的代號,由點隔開的兩部分數字組成(見表1~表3):
——點左邊的一或二位數字表示公稱抗拉強度(Rm,公稱)的1/100,以MPa計(見表3,No.1);
——點右邊的數字表示公稱屈服強度(下屈服強度)(ReL,公稱)或規定非比例延伸0.2%的公稱應力(RP0.2,公稱)或規定非比例延伸0.0048d的公稱應力(RPf,公稱)(見表3,No.2~No.4)與公稱抗拉強度(Rm,公稱)比值的10倍(見表1)。
表1 屈強比
| 點右邊的數字 | .6 | .8 | .9 |
| 或 | 0.6 | 0.8 | 0.9 |
示例:緊固件的公稱抗拉強度Rm,公稱=800 MPa和屈強比為0.8,其性能等級標記為“8.8″。
若材料性能與8.8級相同,但其實際承載能力又低于8.8級的緊固件(降低承載能力的)產品,其性能等級應標記為“08.8”(見10.4)。
公稱抗拉強度和屈強比的乘積為公稱屈服強度,以MPa計。附錄A給出了表示各性能等級公稱抗拉強度與斷后生長率關系的資料。
緊固件性能等級的標志和標簽,應按10.3的規定,對降低承載能力的則應按10.4的規定。
如能符合表2及表3的規定,則本部分規定的性能等級標記制度也可用于超出標準范圍(d>39mm)的規格。

6 材料
表2規定了緊固件各性能等級用鋼的化學成分極限和最低回火溫度。該化學成分應按相關的國家標準的規定。
注。某些化學元素受一些國家的法規限制或禁止使用。當涉及有關國家或地區時應當注意。
GB/T 5267.3的第4章對緊固件材料的要求,適用于熱浸鍍鋅緊固件。
表2 材料
| 性能等級 | 材料和熱處理 | 化學成分極限(熔煉分析%)a | 回火溫度 | ||||
| C | P | S | Bb | ℃ | |||
| min | max | max | max | max | min | ||
| 4.6c,d | 碳鋼或添加元素的碳鋼 | — | 0.55 | 0.05 | 0.06 | 未規定 | — |
| 4.8d | |||||||
| 5.6e | 0.13 | 0.55 | 0.05 | 0.06 | |||
| 5.8d | — | 0.55 | 0.05 | 0.06 | |||
| 6.8d | 0.15 | 0.55 | 0.05 | 0.06 | |||
| 8.8f | 添加元素的碳鋼(如硼或錳或鉻)淬火并回火 或 | 0.15e | 0.4 | 0.025 | 0.025 | 0.003 | 425 |
| 碳鋼淬火并回火 或 | 0.25 | 0.55 | 0.025 | 0.025 | |||
| 合金鋼淬火并回火g | 0.2 | 0.55 | 0.025 | 0.025 | |||
| 9.8f | 添加元素的碳鋼(如硼或錳或鉻) 淬火并回火 或 | 0.15e | 0.4 | 0.025 | 0.025 | 0.003 | 425 |
| 碳鋼淬火并回火 或 | 0.25 | 0.55 | 0.025 | 0.025 | |||
| 合金鋼淬火并回火g | 0.2 | 0.55 | 0.025 | 0.025 | |||
| 10.9f | 添加元素的碳鋼(如硼或錳或鉻)淬火并回火 或 | 0.20e | 0.55 | 0.025 | 0.025 | 0.003 | 425 |
| 碳鋼淬火并回火 或 | 0.25 | 0.55 | 0.025 | 0.025 | |||
| 合金鋼淬火并回火g | 0.2 | 0.55 | 0.025 | 0.025 | |||
| 12.9f,h,i | 合金鋼淬火并回火g | 0.3 | 0.5 | 0.025 | 0.025 | 0.003 | 425 |
| 12.9f,h,i | 添加元素的碳鋼(如硼或錳或鉻)淬火并回火 | 0.28 | 0.5 | 0.025 | 0.025 | 0.003 | 380 |
a 有爭議時,實施成品分析。
b 硼的含量可達0.005%,非有效硼由添加鈦和/或鋁控制。
c 對4.6和5.6級冷鐓緊固件,為保證達到要求的塑性和韌性,可能需要對其冷鐓用線材或冷鐓緊固件產品進行熱處理。
d 這些性能等級允許采用易切鋼制造,其硫、磷和鉛的最火含量為:硫0.34%;磷0.11%;鉛0.35%。
e 對含碳量低于0.25%的添加硼的碳鋼,其錳的最低含量分別為:8.8級為0.6%;9.8級和10.9級為0.7%。
f 對這些性能等級用的材料,應有足夠的淬透性,以確保緊固件螺紋截面的芯部在“淬硬”狀態、回火前獲得約90%的馬氏體組織。
g 這些合金鋼至少應含有下列的一種元素,其最小含量分別為:鉻0.30%;鎳0.03%;鉬0.20%;釩0.10%。當含有二、三或四種復合的合金成分時,合金元素的含量不能少于單個合金元素含量總和的70%。
h 對12.9/12.9級表面不允許有金相能測出的白色磷化物聚集層。去除磷化物聚集層應在熱處理前進行。
i 當考慮使用12.9/12.9級,應謹慎從事。緊固件制造者的能力、服役條件和扳擰方法都應仔細考慮。除表面處理外,使用環境也可能造成緊固件的應力腐蝕開裂
7 機械和物理性能
規定性能等級的緊固件,在環境溫度1)下,應符合表3~表7規定的機械和物理性能。
第8章為檢驗緊固件是否符合表3~表7的規定,提供了可適用的試驗方法。
注1:即使緊固件的材料性能符合表2和表3的規定,但由于尺寸原因,某些型式的緊固件也會降低承載能力(見8.2、9.4和9.5)。
注2:雖然,本部分規定了高級別的性能等級,但這并不意味著所有等級均適用于所有緊固件。產品標準中規定的性能等級,可供非標準緊固件參考。
表3 螺栓、螺釘和螺柱的機械和物理性能
| No. | 機械或物理性能 | 性能等級 | ||||||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 d≤ 16 mm | 10.9 | 12.9/ 12.9 | ||||||
| d≤16 mma | d>16 mmb | |||||||||||||
| 1 | 抗拉強度Rm/MPa | 公稱c | 400 | 500 | 600 | 800 | 900 | 1000 | 1200 | |||||
| min | 400 | 420 | 500 | 520 | 600 | 800 | 830 | 900 | 1040 | 1220 | ||||
| 2 | 下屈服強度ReL.d/MPa | 公稱c | 240 | — | 300 | — | — | — | — | — | — | — | ||
| min | 240 | — | 300 | — | — | — | — | — | — | — | ||||
| 3 | 規定非比例延伸0.2%的應力RP0.2/MPa | 公稱c | — | — | — | — | — | 640 | 640 | 720 | 900 | 1080 | ||
| min | — | — | — | — | — | 640 | 660 | 720 | 940 | 1100 | ||||
| 4 | 緊固件實物的規定非比例延伸0.0048d的應力RPf/MPa | 公稱c | — | 320 | — | 400 | 480 | — | — | — | — | — | ||
| min | — | 340e | — | 420e | 480e | — | — | — | — | — | ||||
| 5 | 保證應力SPf/MPa | 公稱 | 225 | 310 | 280 | 380 | 440 | 580 | 600 | 650 | 830 | 970 | ||
| 保證應力比 | SP.公稱/ReL.min或 SP.公稱/RP0.2.min或 SP.公稱/RPf.min | 0.94 | 0.91 | 0.93 | 0.9 | 0.92 | 0.91 | 0.91 | 0.9 | 0.88 | 0.88 | |||
| 6 | 機械加工試件的斷后伸長率A/% | min | 22 | — | 20 | — | — | 12 | 12 | 10 | 9 | 8 | ||
| 7 | 機械加工試件的斷面收縮率Z/% | min | — | 52 | 48 | 48 | 44 | |||||||
| 8 | 緊固件實物的斷后伸長率Af(見附錄C) | min | — | 0.24 | — | 0.22 | 0.2 | — | — | — | — | — | ||
| 9 | 頭部堅固性 | 不得斷裂或出現裂縫 | ||||||||||||
| 10 | 維氏硬度/HV,F≥98N | min | 120 | 130 | 155 | 160 | 190 | 250 | 255 | 290 | 320 | 385 | ||
| max | 220g | 250 | 320 | 335 | 360 | 380 | 435 | |||||||
| 11 | 布氏硬度/HBW,F=30D2 | min | 114 | 124 | 147 | 152 | 181 | 245 | 250 | 286 | 316 | 380 | ||
| max | 209g | 238 | 316 | 331 | 355 | 375 | 429 | |||||||
| 12 | 洛氏硬度/HRB | min | 67 | 71 | 79 | 82 | 89 | — | ||||||
| max | 95.0g | 99.5 | — | |||||||||||
| 洛氏硬度/HRC | min | — | 22 | 23 | 28 | 32 | 39 | |||||||
| max | — | 32 | 34 | 37 | 39 | 44 | ||||||||
| 13 | 表面硬度/HV0.3 | max | — | h | h,i | h,j | ||||||||
| l4 | 螺紋未脫碳層的高度E/mm | min | — | 1/2H1 | 2/3H1 | 3/4H1 | ||||||||
| 螺紋全脫碳層的深度G/mm | max | — | 0.015 | |||||||||||
| 15 | 再回火后硬度的降低值/HV | max | — | 20 | ||||||||||
| 16 | 破壞扭矩MB/Nm | min | — | 按GB/T 3098.13的規定 | ||||||||||
| 17 | 吸收能量 KVk,l/J | min | — | 27 | — | 27 | 27 | 27 | 27 | m | ||||
| 18 | 表面缺陷 | GB/T 5779.1n | GB/T 5779.3 | |||||||||||
a 數值不適用于栓接結構。
b 對栓接結構d≥M12。
c 規定公稱值,僅為性能等級標記制度的需要,見第5章。
d 在不能測定下屈服強度ReL的情況下,允許測量規定非比例延伸0.2%的應力RP0.2。
e 對性能等級4.8、5.8和6.8的RPf.min數值尚在調查研究中。表中數值是按保證荷載比計算給出的,而不是實測值。
f 表5和表7規定了保證載荷值。
g 在緊固件的末端測定硬度時,應分別為:250HV、238HB或HRBmax99.5。
h 當采用HV0.3測定表面硬度及芯部硬度時,緊固件的表面硬度不應比芯部強度高出30HV單位。
i 表面硬度不應超出390 HV。
j 表面硬度不應超出435 HV。
k 試驗溫度在-20℃下測定,見9.14。
l 適用于d≥16 mm。
m KV數值尚在調查研究中。
n 由供需雙方協議,可用GB/T 5779.3代替GB/T 5779.1。
1) 吸收能量試驗應在 -20 ℃下進行(見9.14)。
表4 最小拉力載荷(粗牙螺紋)
| 螺紋規格(d) | 螺紋公稱 應力截面積 As.公稱a/mm2 | 性能等級 | ||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 | ||
| 最小拉力載荷Fm.min(As.公稱×Rm.min)/N | ||||||||||
| M3 | 5.03 | 2010 | 2110 | 2510 | 2620 | 3020 | 4020 | 4530 | 5230 | 6140 |
| M3.5 | 6.78 | 2710 | 2850 | 3390 | 3530 | 4070 | 5420 | 6100 | 7050 | 8270 |
| M4 | 8.78 | 3510 | 3690 | 4390 | 4570 | 5270 | 7020 | 7900 | 9130 | 10700 |
| M5 | 14.2 | 5680 | 5960 | 7100 | 7380 | 8520 | 11350 | 12800 | 14800 | 17300 |
| M6 | 20.1 | 8040 | 8440 | 10000 | 10400 | 12100 | 16100 | 18100 | 20900 | 24500 |
| M7 | 28.9 | 11600 | 12100 | 14400 | 15000 | 17300 | 23100 | 26100 | 30100 | 35300 |
| M8 | 36.6 | 14600b | 15400 | 18300b | 19000 | 22000 | 29200b | 32900 | 38100b | 44600 |
| M10 | 58 | 23200b | 24400 | 29000b | 30200 | 34800 | 46400b | 52200 | 60300b | 70800 |
| M12 | 84.3 | 33700 | 35400 | 42200 | 43800 | 50600 | 67400c | 75900 | 87700 | 103000 |
| M14 | 115 | 46000 | 48300 | 57500 | 59800 | 69000 | 92000c | 104000 | 120000 | 140000 |
| M16 | 157 | 62800 | 65900 | 78500 | 81600 | 94000 | 125000c | 141000 | 163000 | 192000 |
| M18 | 192 | 76800 | 80600 | 96000 | 99800 | 115000 | 159000 | — | 200000 | 234000 |
| M20 | 245 | 98000 | 103000 | 122000 | 127000 | 147000 | 203000 | — | 255000 | 299000 |
| M22 | 303 | 121000 | 127000 | 152000 | 158000 | 182000 | 252000 | — | 315000 | 370000 |
| M24 | 353 | 141000 | 148000 | 176000 | 184000 | 212000 | 293000 | — | 367000 | 431000 |
| M27 | 459 | 184000 | 193000 | 230000 | 239000 | 275000 | 381000 | — | 477000 | 560000 |
| M30 | 561 | 224000 | 236000 | 280000 | 292000 | 337000 | 466000 | — | 583000 | 684000 |
| M33 | 694 | 278000 | 292000 | 347000 | 361000 | 416000 | 576000 | — | 722000 | 847000 |
| M36 | 817 | 327000 | 343000 | 408000 | 425000 | 490000 | 678000 | — | 850000 | 997000 |
| M39 | 976 | 390000 | 410000 | 488000 | 508000 | 586000 | 810000 | — | 1020000 | 1200000 |
a As,公稱的計算見9.1.6.1。
b 6az螺紋(GB/T 22029)的熱浸鍍鋅緊固件,應按GB/T 5267.3中附錄A的規定。
c 對栓接結構為:70000N(M12)、95500N(M14)和130000 N(M16)。
表5 保證載荷(粗牙螺紋)
| 螺紋規格(d) | 螺紋公稱應力截面積As,公稱a/mm2 | 性能等級 | ||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 | ||
| 保證載荷Fp(As,公稱×Sp,公稱)/N | ||||||||||
| M3 | 5.03 | 1130 | 1560 | 1410 | 1910 | 2210 | 2920 | 3270 | 4180 | 4880 |
| M3.5 | 6.78 | 1530 | 2100 | 1900 | 2580 | 2980 | 3940 | 4410 | 5630 | 6580 |
| M4 | 8.78 | 1980 | 2720 | 2460 | 3340 | 3860 | 5100 | 5710 | 7290 | 8520 |
| M5 | 14.2 | 3200 | 4400 | 3980 | 5400 | 6250 | 8230 | 9230 | 11800 | 13800 |
| M6 | 20.1 | 4520 | 6230 | 5630 | 7640 | 8840 | 11600 | 13100 | 16700 | 19500 |
| M7 | 28.9 | 6500 | 8960 | 8090 | 11000 | 12700 | 16800 | 18800 | 24000 | 28000 |
| M8 | 36.6 | 8240b | 11400 | 10200b | 13900 | 16100 | 21200b | 23800 | 30400b | 35500 |
| M10 | 58 | 13000b | 18000 | 16200b | 22000 | 25500 | 33700b | 37700 | 48100b | 56300 |
| M12 | 84.3 | 19000 | 26100 | 23600 | 32000 | 37100 | 48900c | 54800 | 70000 | 81800 |
| M14 | 115 | 25900 | 35600 | 32200 | 43700 | 50600 | 66700c | 74800 | 95500 | 112000 |
| M16 | 157 | 35300 | 48700 | 44000 | 59700 | 69100 | 91000c | 102000 | 130000 | 152000 |
| M18 | 192 | 43200 | 59500 | 53800 | 73000 | 84500 | 115000 | — | 159000 | 186000 |
| M20 | 245 | 55100 | 76000 | 68600 | 93100 | 108000 | 147000 | — | 203000 | 238000 |
| M22 | 303 | 68200 | 93900 | 84800 | 115000 | 133000 | 182000 | — | 252000 | 294000 |
| M24 | 353 | 79400 | 109000 | 98800 | 134000 | 155000 | 212000 | — | 293000 | 342000 |
| M27 | 459 | 103000 | 142000 | 128000 | 174000 | 202000 | 275000 | — | 381000 | 445000 |
| M30 | 561 | 126000 | 174000 | 157000 | 213000 | 247000 | 337000 | — | 466000 | 544000 |
| M33 | 694 | 156000 | 215000 | 194000 | 264000 | 305000 | 416000 | — | 576000 | 673000 |
| M36 | 817 | 184000 | 253000 | 229000 | 310000 | 359000 | 490000 | — | 678000 | 792000 |
| M39 | 976 | 220000 | 303000 | 273000 | 371000 | 429000 | 586000 | — | 810000 | 947000 |
a As,公稱 的計算見9.1.6.1。
b 6az螺紋(GB/T 22029)的熱浸鍍鋅緊固件,應按GB/T 5267.3中附錄A的規定。
c 對栓接結構為:50700 N(M12)、68800 N(M14)和94500 N(M16)。
表6 最小拉力載荷(細牙螺紋)
| 螺紋規格(d×P) | 螺紋公稱應力截面積As,公稱a/mm2 | 性能等級 | ||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 | ||
| 最小拉力載荷Fm,min(As,公稱×Rm,min)/N | ||||||||||
| M8×1 | 39.2 | 15700 | 16500 | 19600 | 20400 | 23500 | 31360 | 35300 | 40800 | 47800 |
| M10×1.25 | 61.2 | 24500 | 25700 | 30600 | 31800 | 36700 | 49000 | 55100 | 63600 | 74700 |
| M10×1 | 64.5 | 25800 | 27100 | 32300 | 33500 | 38700 | 51600 | 58100 | 67100 | 78700 |
| M12×1.5 | 88.1 | 35200 | 37000 | 44100 | 45800 | 52900 | 70500 | 79300 | 91600 | 107000 |
| M12×1.25 | 92.1 | 36800 | 38700 | 46100 | 47900 | 55300 | 73700 | 82900 | 95800 | 112000 |
| M14×1.5 | 125 | 50000 | 52500 | 62500 | 65000 | 75000 | 100000 | 112000 | 130000 | 152000 |
| M16×1.5 | 167 | 66800 | 70100 | 83500 | 86800 | 100000 | 134000 | 150000 | 174000 | 204000 |
| M18×1.5 | 216 | 86400 | 90700 | 108000 | 112000 | 130000 | 179000 | — | 225000 | 264000 |
| M20×1.5 | 272 | 109000 | 114000 | 136000 | 141000 | 163000 | 226000 | — | 283000 | 332000 |
| M22×1.5 | 333 | 133000 | 140000 | 166000 | 173000 | 200000 | 276000 | — | 346000 | 406000 |
| M24×2 | 384 | 154000 | 161000 | 192000 | 200000 | 230000 | 319000 | — | 399000 | 469000 |
| M27×2 | 496 | 198000 | 208000 | 248000 | 258000 | 298000 | 412000 | — | 516000 | 605000 |
| M30×2 | 621 | 248000 | 261000 | 310000 | 323000 | 373000 | 515000 | — | 646000 | 758000 |
| M33×2 | 761 | 304000 | 320000 | 380000 | 396000 | 457000 | 632000 | — | 791000 | 928000 |
| M36×3 | 865 | 346000 | 363000 | 432000 | 450000 | 519000 | 718000 | — | 900000 | 1055000 |
| M39×3 | 1030 | 412000 | 433000 | 515000 | 536000 | 618000 | 855000 | — | 1070000 | 1260000 |
a As,公稱的計算見9.1.6.1。
表7 保證載荷(細牙螺紋)
| 螺紋規格(d×P) | 螺紋公稱應力截面積As,公稱a/mm2 | 性能等級 | ||||||||
| 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 | ||
| 最小拉力載荷Fm,min(As,公稱×Rm,min)/N | ||||||||||
| M8×1 | 39.2 | 8820 | 12210 | 11000 | 14900 | 17200 | 22700 | 25500 | 32500 | 38000 |
| M10×1.25 | 51.2 | 13800 | 19000 | 17100 | 23300 | 26900 | 35500 | 39800 | 50800 | 59400 |
| M10x1 | 64.5 | 14500 | 20000 | 18100 | 24500 | 28400 | 37400 | 41900 | 53500 | 62700 |
| M12×1.5 | 88.1 | 19800 | 27300 | 24700 | 33500 | 38800 | 51100 | 57300 | 73100 | 85500 |
| M12×1.25 | 92.1 | 20700 | 28600 | 25800 | 35000 | 40500 | 53400 | 59900 | 76400 | 89300 |
| M14×1.5 | 125 | 28100 | 38800 | 35000 | 47500 | 55000 | 72500 | 81200 | 104000 | 121000 |
| M16×1.5 | 167 | 37600 | 51800 | 46800 | 63500 | 73500 | 96900 | 109000 | 139000 | 162000 |
| M18×1.5 | 216 | 48600 | 67000 | 60500 | 82100 | 95000 | 130000 | — | 179000 | 210000 |
| M20×1.5 | 272 | 61200 | 84300 | 76200 | 103000 | 120000 | 163000 | — | 226000 | 264000 |
| M22×1.5 | 333 | 74900 | 103000 | 93200 | 126000 | 1146000 | 200000 | — | 276000 | 323000 |
| M24×2 | 384 | 86400 | 119000 | 108000 | 146000 | 169000 | 230000 | — | 319000 | 372000 |
| M27×2 | 496 | 112000 | 154000 | 139000 | 188000 | 218000 | 298000 | — | 412000 | 481000 |
| M30×2 | 621 | 140000 | 192000 | 174000 | 236000 | 273000 | 373000 | — | 515000 | 602000 |
| M33×2 | 761 | 171000 | 236000 | 213000 | 289000 | 335000 | 457000 | — | 632000 | 738000 |
| M36×3 | 865 | 195000 | 268000 | 242000 | 329000 | 381000 | 519000 | — | 718000 | 839000 |
| M39×3 | 1030 | 232000 | 319000 | 288000 | 391000 | 453000 | 618000 | — | 855000 | 999000 |
a As,公稱 的計算見9.1.6.1。
實驗方法的適用性
8 實驗方法的適用性
8.1 通則
FF和MP兩個試驗系列(組),可對表3規定的緊固件機械和物理性能進行試驗。FF組用于緊固件成品試驗,而MP組用于緊固件材料性能試驗。FF和MP組又分為:FF1、FF2、FF3、FF4,MP1和MP2。
由于尺寸大小和/或承載能力的原因,有些類型或規格的緊固件,不能按表3的所有項目進行試驗。
8.2 緊固件的承載能力
8.2.1 全承載能力的緊固件
全承載能力的緊固件(標準化的或非標準化的)應按FF1、FF2或MP2對緊固件成品進行拉力試驗:
a) 斷裂應發生在未旋合螺紋的長度內或無螺紋桿部;
b) 其最小拉力載荷(Fm.min)應符合表4或表6的規定。
8.2.2 降低承載能力的緊固件
降低承載能力的緊固件(標準化的或非標準化的)。雖然材料性能符合本部分的規定,但因幾何尺寸的原因,如按FF1、FF2或MP2對其成品進行拉力試驗時,則達不到承載能力的要求。
當按FF3或FF4進行拉力試驗時,降低承載能力的緊固件通常不斷裂在未旋合螺紋的長度內。
與螺紋的最小拉力載荷相比,因幾何尺寸原因降低承載能力的緊固件有兩種基本類型:
a)螺栓或螺釘的頭部設計:帶或不帶外扳擰的降低頭部高度的螺栓,或帶內扳擰的扁圓頭、低圓柱頭或某些沉頭的螺釘。FF3適用于此類緊固件(見表10)。
b)緊固件特殊的桿部設計:適用于不要求,或不按本部分規定的承載能力,如腰狀桿螺釘。FF4適用于此類緊固件(見表11)。
8.3 制造者的控制
按本部分生產的緊固件,當采用表8~表11規定的“可實施的試驗”時。應能符合表3~表7的技術要求。
本部分不要求制造者對每一生產批都要實施試驗,但制造者的責任是:可以選擇自己的方法,如工序控制或檢查,以確保每一生產批均符合所有的技術要求。
有爭議時,應按第9章規定的試驗方法。
8.4 供方的控制
供方可選擇自己的方法控制其提供的緊固件符合表3~表7規定的機械和物理性能。
有爭議時,應按第9章規定的試驗方法。
8.5 需方的控制
需方可按第9章的試驗方法,從8.6中選擇適當的試驗系列控制交付的緊固件質量。
有爭議時,應按第9章規定的試驗方法。
8.6 對緊固件與機械加工試件可實施的試驗
8.6.1 通則
按第9章規定的試驗方法,表8~表13規定了FF1~FF4、MP1和MP2的造用性。
表8~表11為緊固件成品試驗,提供了FF1~FF4試驗系列。
——FF1:用于測定標準頭部和標準桿或細桿(全承載能力的)即ds>d2或ds≈d2的螺栓和螺釘成品的性能,見表8。
——FF2:用于測定標準桿或細桿(全承載能力的)即ds>d2或ds≈d2的螺柱成品的性能,見表9。
——FF3:用于測定ds>d2或ds≈d2并且降低承載能力的螺栓和螺釘成品性能,其降低承載能力的原因為:
1) 低的頭部高度,帶或不帶外扳擰結構;
2) 帶內扳擰結構的扁圓頭或低圓柱頭;
3) 帶內扳擰結構的某些沉頭。
見表10。
——FF4:用于測定特殊設計,即不要求,或不按本部分規定的承載能力的螺栓、螺釘和螺柱成品性能,如ds<d2腰狀桿緊固件(降低承載能力),見表11。
表12~表13為緊固件材料性能試驗和/或改進工藝的試驗,提供了MP1和MP2試驗系列。FF1~FF4也可用于這一目的。
——MP1:用于機械加工試件測定緊固件材料性能和/或改進工藝的試驗,見表12。
——MP2:用于緊固件成品測定全承載能力緊固件實物(ds>d2或ds≈d2)的材料性能和/或改進工藝的試驗,見表13。
8.6.2 適用性
各種試驗方法對緊固件的適用性按表8~表13的規定。
8.6.3 交付試驗結果
當需方要求交付包括試驗結果的報告(特殊訂單)時,他們應按第9章的規定,并從表8~表13中選取試驗方法。由需方規定的特殊試驗,應在訂貨時協議。
表8 FF1試驗系列 全承載能力的螺栓和螺釘成品
| No.(見表3) | 性能 | 試驗方法 | 條號 | 性能等級 | |||||
| 4.6、4.8、5.6、5.8、6.8 | 8.8、9.8、10.9、12.9/12.9 | ||||||||
| d<3mm或l<2.5d或b<2.0d | d≥3mm和l≥2.5d和b≥2.0d | d<3mm或l<2.5d或b<2.0d | d≥3mm和l≥2.5d和b≥2.0d | ||||||
| 1 | 最小抗拉強度Rm.min | 楔負載拉力試驗 | 9.1 | NF | a | NF | a | ||
| 拉力試驗 | 9.2 | NF | a | NF | a | ||||
| 5 | 公稱保證應力SP.公稱 | 保證載荷試驗 | 9.6 | NF | NF | ||||
| 8 | 最小斷后伸長率Af.min | 緊固件實物拉力試驗 | 9.3 | NF | b,d | c,d | NF | b,d | |
| 9 | 頭部堅固性 | 頭部堅固性試驗d≤10mm | 1.5d≤l<3d | 9.8 | |||||
| l≥3d | |||||||||
| 10或11或12 | 硬度 | 硬度試驗 | 9.9 | ||||||
| 13 | 最高表面硬度 | 增碳試驗 | 9.11 | NF | NF | ||||
| 14 | 最大脫碳層 | 脫碳試驗 | 9.1 | NF | NF | ||||
| 15 | 再回火后硬度降低值 | 再回火試驗 | 9.12 | NF | NF | e | e | ||
| 16 | 最小破壞扭矩MB.min | 扭矩試驗1.6mm≤d≤10mm;b≥1d+2p | 9.13 | f | f,g | g | |||
| 18 | 表面缺陷 | 表面缺陷檢查 | 9.15 | ||||||
對d≥3mm和l≥2d和b<2d,見9.1.5和9.2.5。
a 對d≥3mm和l≥2d和b<2d,見9.1.5和9.2.5。
b 對4.6、5.6、8.8和10.9級的數值在附錄C中給出。
c 對4.8、5.8 和 6.8。
d l≥2.7d和b≥2.2d。
e 有爭議時,本試驗是仲裁試驗。
f GB/T 3098.13對4.6級~6.8級未規定數值。
g 有爭議時,可以用拉力試驗替代。
可實施:能按第9章實施試驗,但有爭議時,應按第9章實施。
僅在有明確規定時方可實施:能按第9章實施試驗:對一個性能作為可替換的試驗(如,當拉力試驗可以實施時,而又采用了扭矩試驗),或在產品標準或需方在訂貨時,因有要求而作為特殊試驗(如沖擊試驗)。
NF 不可實施:該試驗不能實施:因緊固件的形狀和/或尺寸影響(如,長度太短而不不能試驗、無頭的),或者因該試驗僅適用于特殊類型的緊固件(如,高溫處理緊固件的試驗)。
表9 FF2試驗系列 全承載能力的螺柱成品
| No.(見表3) | 性能 | 試驗方法 | 條號 | 性能等級 | ||||
| 4.6、4.8、5.6、5.8、6.8 | 8.8、9.8、10.9、12.9/12.9 | |||||||
| d<3mm或lt<3d或b<2.0d | d≥3mm和lt≥3d和b≥2.0d | d<3mm或lt<3d或b<2.0d | d≥3mm和lt≥3d和b≥2.0d | |||||
| 1 | 最小抗拉強度Rm.min | 拉力試驗 | 9.2 | NF | a | NF | a | |
| 5 | 公稱保證應力SP.公稱 | 保證載荷試驗 | 9.6 | NF | NF | |||
| 8 | 最小斷后伸長率Af.min | 緊固件實物拉力試驗 | 9.3 | NF | b,d | b,d | c,d | b,d |
| 10或11或12 | 硬度 | 硬度試驗 | 9.9 | |||||
| 13 | 最高表面硬度 | 增碳試驗 | 9.11 | NF | NF | |||
| 14 | 最大脫碳層 | 脫碳試驗 | 9,10 | NF | NF | |||
| 15 | 再回火后硬度降低值 | 再回火試驗 | 9.12 | NF | NF | e | e | |
| 18 | 表面缺陷 | 表面缺陷檢查 | 9.15 | |||||
a 如果螺栓斷裂在擰入金屬端的螺紋長度bm內,可以最小硬度代替Rm,min,或者也可以按9.7用機械加工試件測定抗拉強度Rm 。
b lt≥3.2d、b≥2.2d。
c 對4.6級、5.6級、8.8級和10.9級的數值在附錄C中給出。
d 對4.8級、5.8級和 6.8級。
e 有爭議時,本試驗是仲裁試驗。
可實施:能按第9章實施試驗,但有爭議時,應按第9章實施。
僅在有明確規定時方可實施:能按第9章實施試驗:對一個性能作為可替換的試驗(如,當拉力試驗可以實施時,而又采用了扭矩試驗),或在產品標準或需方在訂貨時,因有要求而作為特殊試驗(如沖擊試驗)。
NF 不可實施:該試驗不能實施:因緊固件的形狀和/或尺寸影響(如,長度太短而不不能試驗、無頭的),或者因該試驗僅適用于特殊類型的緊固件(如,高溫處理緊固件的試驗)。
表10 FF3 試驗系列 因頭部設計降低承載能力的螺釘成品
| No.(見表3) | 性能 | 試驗方法 | 條號 | 性能等級 | |||
| 04.6、04.8、05.6、05.8、06.8 | 08.8、09.8、010.9、012.9/012.9 | ||||||
| d<3mm或l<2.5d或b<2.0d | d≥3mm和l≥2.5d和b≥2.0d | d<3mm或l<2.5d或b<2.0d | d≥3mm和l≥2.5d和b≥2.0d | ||||
| a | 最小拉力荷載 | 因頭部設計的原因,拉力試驗,不斷在未旋合的螺紋長度內 | 9.4 | NF | a | NF | a |
| 10或11或12 | 硬度 | 硬度試驗 | 9.9 | ||||
| 13 | 最高表面硬度 | 增碳試驗 | 9.11 | NF | NF | ||
| 14 | 最大脫碳層 | 脫碳試驗 | 9.1 | NF | NF | ||
| 15 | 再回火后硬度降低值 | 再回火試驗 | 9.12 | NF | NF | b | b |
| 18 | 表面缺陷b | 表面缺陷檢查 | 9.15 | ||||
a 最小拉力載荷,見相關產品標準。
b 有爭議時,本試驗是仲裁試驗。
可實施:能按第9章實施試驗,但有爭議時,應按第9章實施。
僅在有明確規定時方可實施:能按第9章實施試驗:對一個性能作為可替換的試驗(如,當拉力試驗可以實施時,而又采用了扭矩試驗),或在產品標準或需方在訂貨時,因有要求而作為特殊試驗(如沖擊試驗)。
NF 不可實施:該試驗不能實施:因緊固件的形狀和/或尺寸影響(如,長度太短而不不能試驗、無頭的),或者因該試驗僅適用于特殊類型的緊固件(如,高溫處理緊固件的試驗)。
表11 FF4 試驗系列 降低承載能力的螺栓、螺釘和螺柱成品(如,腰狀桿)
| No.(見表3) | 性能 | 試驗方法 | 條號 | 性能等級 | |||
| 04.6、05.6 | 08.8、09.8、010.9、012.9/012.9 | ||||||
| d<3mm或腰狀桿長度<3ds或b<d | d≥3mm和腰狀桿長度≥3ds和b≥d | d<3mm或腰狀桿長度<3ds或b<d | d≥3mm和腰狀桿長度≥3ds和b≥d | ||||
| 1 | 最小抗拉強度Rm.min | 對腰狀桿螺栓和螺柱的拉力試驗 | 9.5 | NF | a | NF | a |
| 10或11或12 | 硬度 | 硬度試驗 | 9.9 | ||||
| 13 | 最高表面硬度 | 增碳試驗 | 9.11 | NF | NF | ||
| 14 | 最大脫碳層 | 脫碳試驗 | 9.1 | NF | NF | ||
| 15 | 再回火后硬度降低值 | 再回火試驗 | 9.12 | NF | NF | b | b |
| 18 | 表面缺陷 | 表面缺陷檢查 | 9.15 | ||||
a Rm.min與腰狀桿橫截面積有關,Ads=π/4ds2。
b 有爭議時,本試驗是仲裁試驗。
可實施:能按第9章實施試驗,但有爭議時,應按第9章實施。
僅在有明確規定時方可實施:能按第9章實施試驗:對一個性能作為可替換的試驗(如,當拉力試驗可以實施時,而又采用了扭矩試驗),或在產品標準或需方在訂貨時,因有要求而作為特殊試驗(如沖擊試驗)。
NF 不可實施:該試驗不能實施:因緊固件的形狀和/或尺寸影響(如,長度太短而不不能試驗、無頭的),或者因該試驗僅適用于特殊類型的緊固件(如,高溫處理緊固件的試驗)。
表12 MP1試驗系列 用機械加工試件測定材料性能
| No.(見表3) | 性能 | 試驗方法 | 條號 | 性能等級 | ||||
| 4.6、5.6 | 8.8、9.8、10.9、12.9/12.9 | |||||||
| 3≤d<4.5mm和d0<d3,min和b≥d和l≥6.5d | d≥4.5mm和d0≥3mm和b≥d和l≥d+26mm | 3≤d<4.5mm和d0<d3,min和b≥d和l≥6.5d | 4.5mm≤d≤16mm和d0≥3mm和b≥d和l≥d+26mm | d>16mm和d0≥0.75ds和b≥d和l≥5.5d+8mm | ||||
| 1 | 最小抗拉強度Rm.min | 機械加工試件的拉力試驗 | 9.7 | a | a | a, b, c | a, d, e | a, f, g |
| 2 | 最小下屈服強度ReL.min | h | h | NF | NF | NF | ||
| 3 | 規定非比例延伸0.2%的最小應力RP0.2.min | NFh | NFh | |||||
| 6 | 最小斷后伸長率Amin | |||||||
| 7 | 最小斷面收縮率Zmin | NF | NF | |||||
| 10或11或12 | 硬度 | 硬度試驗 | 9.9 | |||||
| 13 | 最高表面硬度 | 增碳試驗 | 9.11 | NF | NF | |||
| 14 | 最大脫碳層 | 脫碳試驗 | 9.1 | NF | NF | |||
| 17 | 最小吸收能力Kv,min | 沖擊試驗d≥16mm和li或lt≥55mm | 9.14 | NF | j | NF | ||
| 18 | 表面缺陷k | 表面缺陷檢查 | 9.15 | f | ||||
a 如測定螺柱,最小總長度應在長度公式中增加1d。
b 對螺栓和螺釘,測定Zmin則l≥5d。
c 對螺柱,測定Zmin則lt≥6d。
d 對螺栓和螺釘,測定Zmin則l≥d+20mm。
e 對螺柱,測定Zmin則lt≥2d+20mm。
f 對螺栓和螺釘,測定Zmin則l≥4d+8mm。
g 對螺柱,測定Zmin則lt≥5d+8mm。
h 在不能測定下屈服強度ReL的情況下,允許測量規定非比例延伸0.2%的應力RP0.2。
i 頭部高度可以包括在內。
j 僅對5.6級。
k 在機械加工之前實施檢查。
可實施:能按第9章實施試驗,但有爭議時,應按第9章實施。
僅在有明確規定時方可實施:能按第9章實施試驗:對一個性能作為可替換的試驗(如,當拉力試驗可以實施時,而又采用了扭矩試驗),或在產品標準或需方在訂貨時,因有要求而作為特殊試驗(如沖擊試驗)。
NF 不可實施:該試驗不能實施:因緊固件的形狀和/或尺寸影響(如,長度太短而不不能試驗、無頭的),或者因該試驗僅適用于特殊類型的緊固件(如,高溫處理緊固件的試驗)。
表13 MP2試驗系列 用全承載能力的螺栓、螺釘和螺柱成品測定材料性能
| No.(見表3) | 性能 | 試驗方法 | 條號 | 性能等級 | ||
| 4.6、5.6 | 4.8、5.8、6.8 | 8.8、9.8、10.9、12.9/12.9 | ||||
| d≥3mm或l≥2.7da或b≥2.2d | ||||||
| 1 | 最小抗拉強度Rm,min | 緊固件成品拉力試驗 | 9.2 | d | d | d |
| 4 | 規定非比例延伸0.0048d的最小應力RPf,min | 緊固件實物拉力試驗 | 9.3 | b | c | |
| 5 | 公稱保證應力SP,公稱 | 緊固件實物保證載荷試驗 | 9.6 | d | d | d |
| 8 | 最小斷后伸長率Af.min | 緊固件實物拉力試驗 | 9.3 | e | e | |
| 10或11或12 | 硬度 | 硬度試驗 | 9.9 | |||
| 13 | 最高表面硬度 | 增碳試驗 | 9.11 | NF | NF | |
| 14 | 最大脫碳層 | 脫碳試驗 | 9.1 | NF | NF | |
| 15 | 再回火后硬度降低值 | 再回火試驗 | 9.12 | NF | NF | f |
| 18 | 表面缺陷 | 表面缺陷檢查 | 9.15 | |||
a 螺柱擰入機體端比擰入螺母端或lt≥3.2d的全螺紋螺柱受到更高的拉力載荷。
b 表3沒有規定4.6級和5.6級的規定非比例延伸0.0048d的最小應力RPf。
c 無可使用的數值。
d l≥2.5d和b≥2.0d。
e 附錄C中給出Af的參考數值。
f 有爭議時,本試驗是仲裁試驗。
可實施:能按第9章實施試驗,但有爭議時,應按第9章實施。
僅在有明確規定時方可實施:能按第9章實施試驗:對一個性能作為可替換的試驗(如,當拉力試驗可以實施時,而又采用了扭矩試驗),或在產品標準或需方在訂貨時,因有要求而作為特殊試驗(如沖擊試驗)。
NF 不可實施:該試驗不能實施:因緊固件的形狀和/或尺寸影響(如,長度太短而不不能試驗、無頭的),或者因該試驗僅適用于特殊類型的緊固件(如,高溫處理緊固件的試驗)。
試驗方法
9 試驗方法
9.1 螺栓和螺釘(不含螺柱)成品楔負載試驗
9.1.1 通則
本試驗可同時測定:
——螺栓和螺釘成品的抗拉強度Rm。
——頭與無螺紋桿部或螺紋部分交接處的牢固性。
9.1.2 適用范圍
本試驗適用于帶或不帶法蘭面,并符合以下規定的螺栓和螺釘:
——平支承表面或鋸齒形表面;
——頭部承載能力強于螺紋桿部;
——頭部承載能力強于無螺紋桿部;
——無螺紋桿徑ds>d2 或ds≈d2;
——公稱長度l≥2.5d;
——螺紋長度b≥2.0d;
——栓接結構的螺栓b<2d;
——3 mm≤d≤39 mm;
——所有性能等級。
9.1.3 設備
拉力試驗機應符合GB/T 16825.1的規定。不能使用自動定心裝置,因其對圖1和表16所規定的楔墊角度有較大的影響。
9.1.4 試驗裝置
夾具、楔墊和螺紋夾具應按以下規定:
——硬度:≥45HRC;
——內螺紋夾具的螺紋:按表14的規定;
——通孔直徑dh:按表15的規定;
——楔墊:按圖1、表15和表16的規定。
表14 內螺紋夾具的螺紋
| 緊固件表面處理 | 螺紋公差 | |
| 表面處理前緊固件的螺紋 | 內螺紋夾具的螺紋 | |
| 不經表面處理 | 6h或6g | 6H |
| 按GB/T 5267.1電鍍 | 6g或6e或6f | 6H |
| 按GB/T 5267.2非電解鋅片涂層 | 6g或6e或6f | 6H |
| 按GB/T 5267.3熱浸鍍鋅、加大攻絲尺寸的螺母螺紋: ——6H; ——6AZ; ——6AX | 6az 6g或6h 6g或6h | 6H 6AZ 6AX |
該試驗裝置應有足夠的剛性,以確保彎曲發生在頭與無螺紋桿部或螺紋部分的交接處。
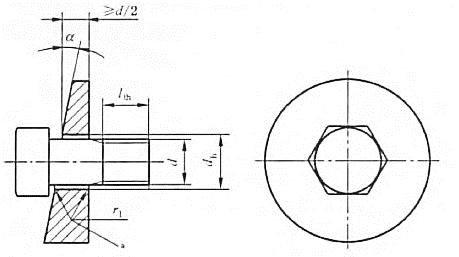
a 倒圓或45°倒角,見表15。
圖1 螺栓和螺釘成品楔負載試驗用楔墊
表15 楔墊孔徑和圓角半徑(單位:毫米)
| 螺紋公稱直徑d | dha,b | r1c | 螺紋公稱直徑d | dha,b | r1c | ||
| min | max | min | max | ||||
| 3 | 3.4 | 3.58 | 0.7 | 16 | 17.5 | 17.77 | 1.3 |
| 3.5 | 3.9 | 4.08 | 0.7 | 18 | 20 | 20.33 | 1.3 |
| 4 | 4.5 | 4.68 | 0.7 | 20 | 22 | 22.33 | 1.6 |
| 5 | 5.5 | 5.68 | 7 | 22 | 24 | 24.33 | 1.6 |
| 6 | 6.6 | 6.82 | 0.7 | 24 | 26 | 26.33 | 1.6 |
| 7 | 7.6 | 7.82 | 0.8 | 27 | 30 | 30.33 | 1.6 |
| 8 | 9 | 9.22 | 0.8 | 30 | 33 | 33.39 | 1.6 |
| 10 | 11 | 11.27 | 0.8 | 33 | 36 | 36.39 | 1.6 |
| 12 | 13.5 | 13.77 | 0.8 | 36 | 39 | 39.39 | 1.6 |
| 14 | 15.5 | 15.77 | 1.3 | 39 | 42 | 42.39 | 1.6 |
a 按GB/T 5277中等裝配系列。
b 對方頸螺栓,該孔應能與方頸相配。
c C級產品,圓角r1按下式計算:
r1 = rmax+0.2
式中:
rmax =(da,max– da,min)/ 2。
表16 楔負載試驗用楔墊角度 α
| 螺紋公稱直徑 d/mm | 性 能 等 級 | |||
| 螺栓或螺釘的無螺紋桿部長度 ls≥2d | 全螺紋螺釘、螺栓或螺釘無螺紋桿部長度 ls<2d | |||
| 4.6、4.8、5.6、5.8、6.8、8.8、9.8、10.9 | 12.9/12.9 | 4.6、4.8、5.6、5.8、6.8、8.8、9.8、10.9 | 12.9/12.9 | |
| α±30’ | ||||
| 3≤d≤20 | 10° | 6° | 6° | 4° |
| 20<d≤39 | 6° | 4° | 4° | 4° |
頭部支承面直徑超過1.7d,而未通過楔負載試驗的螺栓和螺釘成品,可將頭部加工到1.7d,并按表16規定的楔墊角度再次進行試驗。
此外,對頭部支承面直徑超過1.9d的螺栓和螺釘成品,可將楔墊角度10°減小為6°。
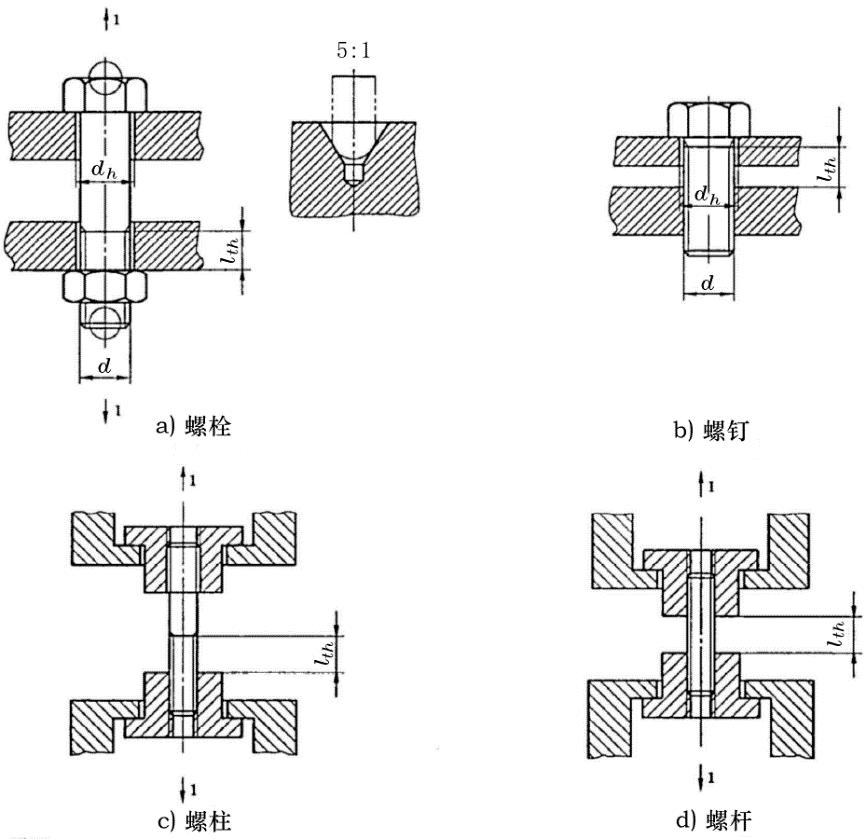
9.1.5 試驗程序
試件應為經尺寸等檢驗合格的緊固件。
將9.1.4規定的楔墊按圖1所示置于螺栓或螺釘頭下。未旋合螺紋的長度lth≥1d。
對帶短螺紋長度栓接結構螺栓的楔負載試驗,允許的未旋合螺紋的長度lth≤1d。
應按GB/T 228的規定進行楔負載拉力試驗。試驗機夾頭的分離速率,不應超過25 mm/min。
拉力試驗應持繼進行,直至斷裂。
測量極限拉力載荷Fm 。
9.1.6 試驗結果
9.1.6.1 測定抗拉強度 Rm
9.1.6.1.1 方法
根據公稱應力截面積,As,公稱和試驗過程中測量的極限拉力載荷,Fm 計算抗拉強度 Rm:
Rm =Fm/As,公稱
式中:
As,公稱=(π/4)×[(d 2+d 3)/ 2]2
式中:
d2——外螺紋的基本中徑(GB/T 196);
d3——外螺紋小徑,d 3=d 1-H/6;
d1——外螺紋的基本小徑(GB/T 196);
H ——原始三角形高度(GB/T 192)。
公稱應力截面積As,公稱的數值在表4和表6中給出。
9.1.6.1.2 技術要求
螺栓和螺釘應斷裂在未旋合螺紋的長度內或無螺紋桿部。
抗拉強度 Rm 應符合表3的規定。最小拉力載荷 Fm,min,應符合表4或表6的規定。
注:隨著直徑減小,公稱應力截面積與有效應力截面積的差異逐漸增加。當硬度用于過程控制時,尤其對較小的直徑,需要提高硬度值,并超過表3規定的最小硬度,以達到最小拉力載荷。
9.1.6.2 測定頭與桿部或螺紋部分交接處的牢固性
不應斷裂在頭部。
帶無螺紋桿部的螺栓和螺釘不應在頭與桿部交接處斷裂。
全螺紋的螺釘,如斷裂始于未旋合螺紋的長度內,允許在拉斷前已延伸或擴展到頭部與螺紋交接處,或者進入頭部。
9.2 為測定抗拉強度對緊固件成品的拉力試驗
9.2.1 通則
本試驗用于測定緊固件成品的抗拉強度Rm 。
本試驗可與9.3規定的試驗一并進行。
9.2.2 適用范圍
本試驗適用于符合以下規定的緊固件:
——頭部承載能力強于螺紋桿部的螺栓和螺釘;
——頭部承載能力強于無螺紋桿部的螺栓和螺釘;
——無螺紋桿徑d s>d 2或d s≈d 2;
——螺栓和螺釘的公稱長度l≥2.5d;
——螺紋長度b≥2.0d;
——栓接結構螺栓b<2d;
——螺柱的總長度lt≥3.0d;
——3mm≤d≤39mm;
——所有性能等級。
9.2.3 設備
拉力試驗機應符合GB/T 16825.1的規定。裝夾緊固件時,應避免斜拉,可使用自動定心裝置。
9.2.4 試驗裝置
夾具和螺紋夾具應符合以下規定:
——硬度:≥45 HRC;
——通孔直徑dh:按表15的規定;
——內螺紋夾具的螺紋:按表14的規定。
9.2.5 試驗程序
試件應為經尺寸等檢驗合格的緊固件。
螺栓和螺釘試件應按圖2a)和圖2b)所示擰入內螺紋夾具;對螺柱試件應擰入兩個內螺紋夾具,見圖2c)和圖2d)。螺紋有效旋合長度≥1d。
未旋合螺紋的長度lth≥1d。
然而,當本試驗與9.3規定的試驗一并進行時,未旋合螺紋的長度lth=1.2d。
對帶短螺紋栓接結構用螺栓的拉力試驗,未旋合螺紋的長度lth<1d,并應按GB/T 228的規定進行拉力試驗。試驗機夾頭的分離速率,不應超過25 mm/min。
拉力試驗應持續進行,直至斷裂。
測量極限拉力載荷Fm 。
說明:
1——擰入機體端;
2——擰入螺母端;
dh——孔徑;
lth——試驗夾具中緊固件未旋合螺紋的長度。
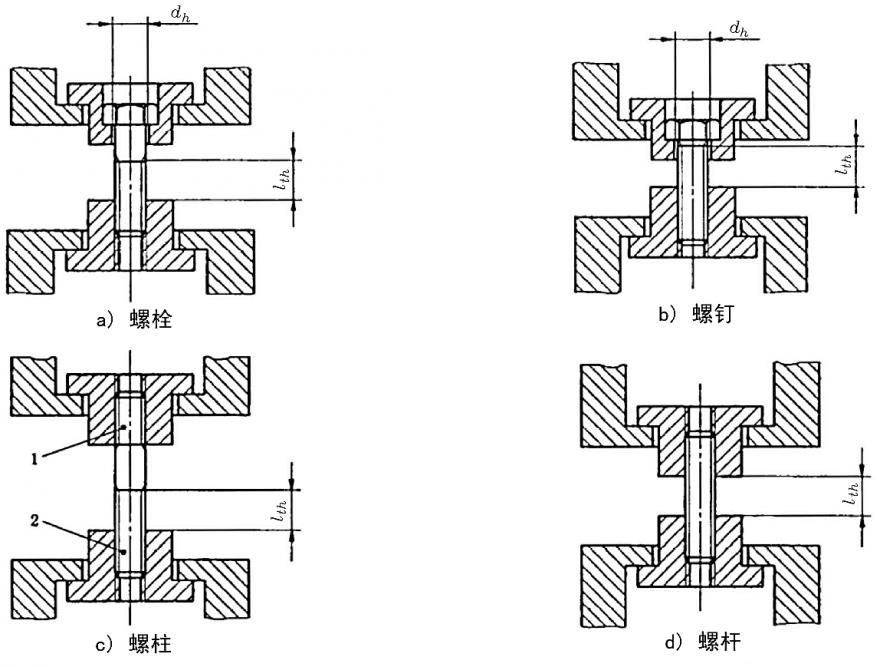
圖2 試驗裝置示例
9.2.6 試驗結果
9.2.6.1 方法
計算方法見9.1.6.1。
9.2.6.2 技術要求
緊固件應斷裂在未旋合螺紋的長度內或無螺紋桿部。
全螺紋的螺釘,如斷裂始于未旋合螺紋的長度內,允許在拉斷前已延伸或擴展到頭部與螺紋交接處,或者進入頭部。
抗拉強度Rm應符合表3的規定。最小拉力載荷Fm,min,應符合表4或表6的規定。
注:隨著直徑減小,公稱應力截面積與有效應力截面積的差異逐漸增加。當硬度用于過程控制時,尤其對較小的直徑,需要提高硬度值,并超過表3規定的最小硬度,以達到最小拉力載荷。
9.3 為測定斷后伸長率Af和0.0048d非比例延伸應力RPf對緊固件實物的拉力試驗
9.3.1 通則
本試驗可同時測定:
——緊固件實物的斷后伸長率Af;
——緊固件實物的0.0048d非比例延伸應力RPf。
本試驗可與9.2規定的試驗一并進行。
9.3.2 適用范圍
本試驗適用于符合以下規定的緊固件:
——頭部承載能力強于螺紋桿部的螺栓和螺釘;
——頭部承載能力強于無螺紋桿部的螺栓和螺釘;
——無螺紋桿徑ds>d或ds≈d;
——螺栓和螺釘的公稱長度l≥2.7d;
——螺紋長度b≥2.2d;
——螺柱的總長度lt≥3.2d;
——螺柱擰入基體端應比螺母端承受更高的極限拉力載荷。
——3 mm≤d≤39 mm;
——所有性能等級。
9.3.3 設備
拉力試驗機應符合GB/T 16825.1的規定。裝夾緊固件時,應避免斜拉,可使用自動定心裝置。
9.3.4 試驗裝置
夾具和螺紋夾具應符合以下規定:
——硬度:≥45 HRC;
——通孔直徑dh:按表15的規定;
——內螺紋夾具的螺紋:按表14的規定。
試驗裝置應有足夠的剛性,以避免變形而產生影響測定0.0048d非比例延伸載荷FPf或斷后伸長率Af 。
9.3.5 試驗程序
試件應為經尺寸等檢驗合格的緊固件。
按圖2a)和圖2b)所示將緊固件試件擰入內螺紋夾具。對螺柱試件應使用兩個螺紋夾具,見圖2c)和圖2d)。螺紋有效旋合長度,至少應為1d。對承受載荷的未旋合螺紋的長度,lth應為1.2d。
注:為達到lth=1.2d的要求,建議采用以下實用的方法:首先,把螺紋夾具擰到螺紋收尾;然后,按相當于1.2d的扣數擰退夾具。
應按GB/T 228的規定進行拉力試驗。進行0.0048d非比例延伸載荷,FPf試驗時,試驗機夾頭的分離速率不應超過10 mm/min,其他試驗不應超過25 mm/min。
可以直接借助適合的電子裝置(如微處理機),或者依據載荷-位移曲線(見GB/T 228)持續測量拉力載荷F,直至斷裂。該曲線可以自動繪制,或采用圖解法。
為獲得較精確的圖解測量,曲線的比例尺應使表示彈性變形的直線部分與載荷軸線間的夾角在30°~ 45°之間。
9.3.6 試驗結果
9.3.6.1 測定斷后伸長率Af
9.3.6.1.1 方法
塑性伸長ΔLP 是在電子裝置或者用圖解法繪制的載荷-位移曲線上直接進行測量,見圖3。
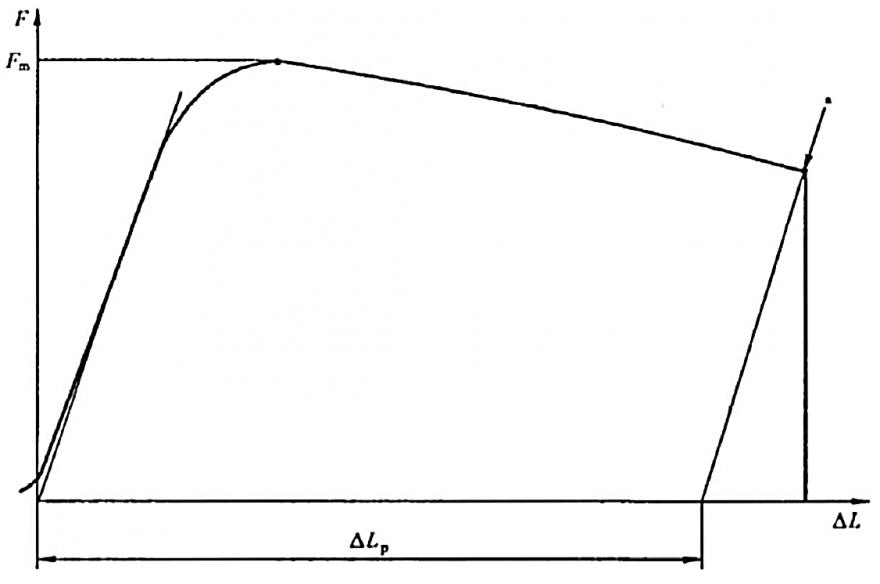
a 斷裂點。
圖3 測定斷后伸長率Af的載荷-位移曲線
應測量彈性范圍(曲線的直線部分)的傾斜角(斜率部分);通過斷裂點畫一條平行于載荷-伸長曲線中彈性變形階段直線部分的平行線,見圖3中a線。該斷裂點與夾緊位移的軸心線相交的直線a應與伸長量坐標(橫坐標)ΔL相交,應測出塑性伸長ΔLP,見圖3。
有爭議時,例如在測量彈性范圍內,直線部分有一定的弧度時,可以通過曲線上相當于0.4FP和0.7FP的兩個點畫一直線(再按這一直線畫通過斷裂點的平行線)。FP是表5和表7給出的保證載荷。
接下式計算緊固件實物的斷后伸長率:
Af =ΔLP/1.2d
9.3.6.1.2 技術要求
對4.8級、5.8級和6.8級Af應符合表3的規定。
9.3.6.2 測定0.0048d非比例延伸應力RPf
9.3.6.2.1 方法
RPf應在載荷-位移曲線上直接測定,見圖4。
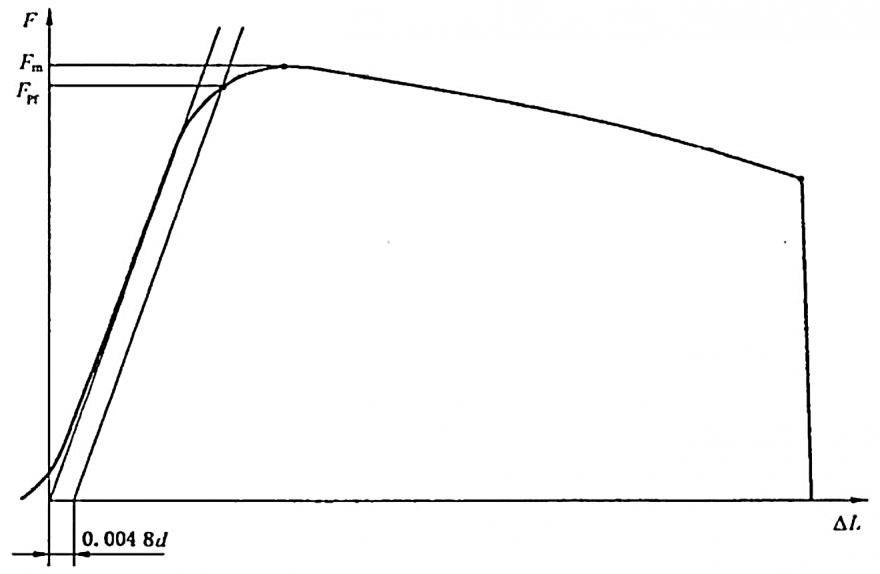
圖4 測定0.0048d非比例延伸應力RPf的載荷-位移曲線
在夾緊位移的軸心線上,等于0.0048d的距離,畫一條平行于彈性范圍(曲線的直線部分)傾斜角的直線。該線與曲線相交點即相當于載荷FPf。
有爭議時,在測量彈性范圍內,載荷-位移曲線的傾斜角時,應通過相當于0.4FP和0.7FP與曲線相交的兩個點畫一直線。FP是表5和表7給出的保證載荷。
按下式計算0.0048d非比例延伸應力RPf:
RPf=FPf/AS,公稱
式中:AS,公稱 在9.1.6.1中規定。
9.3.6.2.2 技術要求
尚無規定的技術要求。
注1: RPf的數值在調查研究中。作為參考,見表3(No.4和腳注e)。
注2:由于制造方法與規格的影響,由緊固件實物試驗得到的屈服強度值代替機械加工試件得到的數值是有差異的。
9.4 頭部弱的螺栓和螺釘拉力試驗
9.4.1 通則
本試驗為測定因頭部設計,預計不斷在未旋合螺紋的長度內的螺栓和螺釘的拉力載荷(見8.2)。
9.4.2 適用范圍
本試驗適用于符合以下規定的螺栓和螺釘:
——無螺紋桿徑dS>d2或dS =d2;
——公稱長度l≥2.5d;
——螺紋長度b≥2.0d;
——3 mm≤d≤39 mm;
——所有性能等級。
9.4.3 設備
拉力試驗機應符合GB/T 16825.1的規定。裝夾緊固件時,應避免斜拉,可使用自動定心裝置。
9.4.4 試驗裝置
夾具和螺紋夾具應符合以下規定:
——硬度:≥45HRC;
——通孔直徑dh :按表15的規定;
——內螺紋夾具的螺紋:按表14的規定。
9.4.5 試驗程序
試件應為經尺寸等檢驗合格的緊固件。
按圖2a)和圖2b)所示將緊固件試件擰入內螺紋夾具。
對未旋合螺紋的長度lth≥1d。
應按GB/T 228的規定進行拉力試驗。試驗機夾頭的分離速率,不應超過25 mm/min。
拉力試驗應持續進行,直至斷裂。
測量極限拉力載荷Fm。
9.4.6 試驗結果 技術要求
該極限拉力載荷Fm 應等于或大于在相應產品標準或其他技術條件中規定的最小拉力載荷。
9.5 腰狀桿緊固件拉力試驗
9.5.1 通則
本試驗適用于測定腰狀桿緊固件的抗拉強度Rm(見8.2)。
9.5.2 適用范圍
本試驗適用于符合以下規定的緊固件:
——無螺紋桿徑dS<d2;
——腰狀桿長度≥3dS(見圖6 LC );
——螺紋長度b≥1d;
——3 mm≤d≤39 mm;
——4.6、5.6、8.8、9.8、10.9和12.9/12.9級。
9.5.3 設備
拉力試驗機應按GB/T 16825.1的規定,裝夾緊固件時,應避免斜拉,可使用自動定心裝置。
9.5.4 試驗裝置
夾具和螺紋夾具應符合以下規定:
——硬度:≥45 HRC;
——通孔直徑dh :按表15的規定;
——內螺紋夾具的螺紋:按表14的規定。
9.5.5 試驗程序
試件應為經尺寸等檢驗合格的緊固件。
按圖2a)所示將緊固件試件擰入內螺紋夾具。對螺柱試件應使用兩個螺紋夾具,見圖2c)。螺紋有效旋合長度,至少應為1d。
應按GB/T 228的規定進行拉力試驗。試驗機夾頭的分離速率,不應超過25 mm/min。
拉力試驗應持續進行,直至斷裂。
測量極限拉力載荷Fm 。
9.5.6 試驗結果
9.5.6.1 方法
根據腰狀桿橫截面積Ads和試驗中測量的極限拉力載荷Fm計算抗拉強度Rm ;
Rm=Fm/Ads
式中:
Ads=(π/4) dS2
9.5.6.2 技術要求
斷裂應發生在腰狀桿內。
抗拉強度Rm應符合表3的規定。
9.6 緊固件成品保證載荷試驗
9.6.1 通則
保證載荷試驗包括兩個步驟:
——實施規定的保證載荷(見圖5);
——測量由保證載荷產生的永久伸長。
9.6.2 適用范圍
本試驗適用于符合以下規定的緊固件:
——頭部承載能力強于螺紋桿部的螺栓和螺釘;
——頭部承載能力強于無螺紋桿部的螺栓和螺釘;
——無螺紋桿徑dS>d2或dS≈d2;
——螺栓和螺釘的公稱長度l≥2.5d;
——螺紋長度b≥2.0d;
——螺柱的總長度lt≥3.0d;
——3 mm≤d≤39 mm;
——所有性能等級。
9.6.3 設備
拉力試驗機應按GB/ T 16825. 1的規定。裝夾緊固件時,應避免斜拉,可使用自動定心裝置。
9.6.4 試驗裝置
夾具和螺紋夾具應按以下規定:
——硬度:≥45 HRC;
——通孔直徑dh :按表15的規定;
——內螺紋夾具的螺紋:按表14的規定。
說明:
1——載荷。
注:測頭與緊固件末端中心孔間應為“球-錐”接觸,其他適當的方法也可使用。
圖5 緊固件成品施加保證載荷安裝示例
9.6.5 試驗程序
試件應為經尺寸等檢驗合格的緊固件。
試件每端應進行適當加工,如圖5所示。為測量長度(施加載荷前、后)應將緊固件置于帶球面測頭(或其他適當的方法)的臺架式測量儀器中。應使用手套或鉗子,以使由溫度影響的測量誤差減少到最小。測量施加載荷前緊固件的總長度l0。
按圖5所示將緊固件試件擰入螺紋夾具。對螺柱應使用兩個螺紋夾具。螺紋有效旋合長度,至少應為1d。對未旋合螺紋的長度lth應為1d。
注:為達到lth=1d的要求,建議先把螺紋夾具擰到螺紋收尾;然后,按相當于1d的扣數擰退夾具。
對緊固件軸向施加表5或表7規定的保證載荷。
試驗機夾頭的分離速率,不應超過3 mm/min。應保持該保證載荷15s。
卸載后,測量緊固件總長度l1 。
9.6.6 試驗結果 技術要求
卸載后,緊固件的總長度l1應與加載前的l0相同(其公差±12.5μm為允許的測量誤差)。某些不確定因素,如直線度、螺紋對中性和測量誤差,當初次施加保證載荷時,可能導致緊固件明顯的伸長。在這種情況下,可使用比表5和表7規定值增大3%的載荷,按9.6.5再次進行試驗。如果第二次卸載后的長度(l 2)與其加載前的長度(l1)相同(其公差±1.25μm為允許的測量誤差),則應認為符合本試驗要求。
9.7 機械加工試件拉力試驗
9.7.1 通則
本試驗可測定:
——抗拉強度Rm;
——下屈服強度ReL或0.2%非比例延伸應力RP0.2;
——機械加工試件的斷后伸長率A;
——機械加工試件的斷面收縮率Z。
9.7.2 適用范圍
本試驗適用于符合以下規定的緊固件:
a) 由螺栓和螺釘制取的機械加工試件:
——3mm≤d≤39mm;
——螺紋長度b≥1d;
——測定A:公稱長度l≥6d0+2r+d(見圖6);
——測定Z:公稱長度l≥4d0+2r+d(見圖6)。
b)由螺柱制取的機械加工試件:
——3mm≤d≤39mm;
——螺紋長度b≥1d;
——測定A:總長度lt≥6d0+2r+d(見圖6);
——測定Z:總長度lt≥4d0+2r+d(見圖6)。
c)4.6級、5.6級、8.8級、9.8級和12.9/12.9級。
注:機械加工試件可由因幾何尺寸降低了承載能力、頭部承載能力強于試件橫截面面積(S0)承載能力的螺栓或螺釘上制取,也可以由無螺紋桿徑ds<d2的緊固件上制取。
4.8級、5.8級和6.8級(冷作硬化的)緊固件實施實物拉力試驗,見9.3。
9.7.3 設備
拉力試驗機應按GB/T 16825.1的規定。裝夾緊固件時,應避免斜拉,可使用自動定心裝置。
9.7.4 試驗裝置
夾具和螺紋夾具應按以下規定:
——硬度:≥45 HRC;
——通孔直徑dh:按表15的規定;
——內螺紋夾具的螺紋:按表14的規定。
9.7.5 機械加工試件
機械加工試件應由經尺寸等檢驗合格的緊固件制取。圖6為拉力試驗用機械加工試件。
機械加工試件的直徑應為:d0<d3,min,并且盡可能為:d0≥3 mm。
公稱直徑d>16mm,且淬火并回火緊固件的機械加工試件,其直徑的減小量不應超過原有直徑d的25%(初始橫截面積的44%)。對由螺柱制取的試件,其兩端的螺紋長度最小為1d。
9.7.6 試驗程序
應按GB/T 228 的規定進行拉力試驗。試驗機夾頭的分離速率:對下屈服強度ReL或0.2%非比例延伸應力RP0.2不應超過10 mm/min,而對其他的項目不應超過25 mm/min。
拉力試驗應持續進行,直至斷裂。
測量極限拉力載荷Fm 。
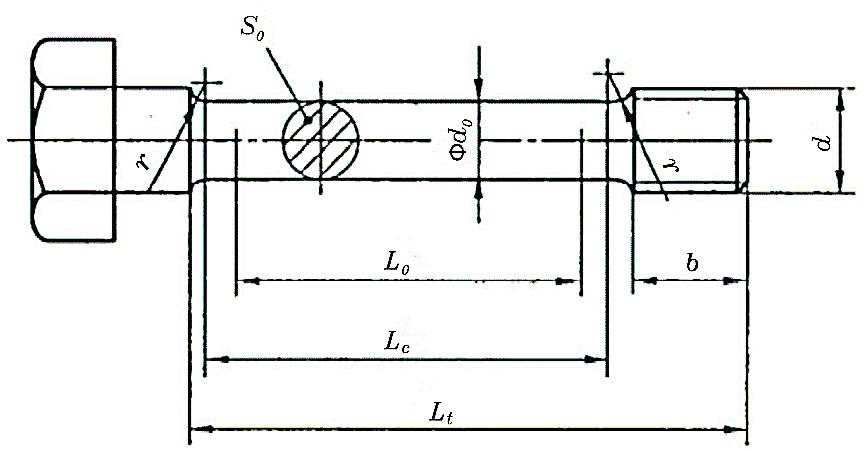
說明:
d ——螺紋公稱直徑。
d0 ——機械加工試件的直徑(d0<d3,min,并盡可能為:d0≥3mm)。
b ——螺紋長度(b≥d)。
L0 ——械加工試件的初始測量長度:
——用于測定機械加工試件的斷后伸長率:L0=5d0或(5.65 );
——用于測定機械加工試件的斷面收縮率:L0≥3d0 。
Lc ——機械加工試件直線段的長度(L0+d0)。
Lt ——機械加工試件的總長度(Lc+2r+b)。
S0 ——拉力試驗前機械加工試件的橫截面積。
r ——圓角半徑(r≥4 mm)。
圖6 拉力試驗用機械加工試件
9.7.7 試驗結果
9.7.7.1 方法
按GB/T 228的規定測定下列性能:
a) 抗拉強度Rm,Rm=Fm/S0 。
b) 下屈服強度ReL或0.2%非比例延伸應力RP0.2 。
c) 機械加工試件的斷后伸長率,其L0至少為5d0 。
A=(Lu-L0)/L0×100
式中:Lu是機械加工試件的最終測量長度(見GB/T 228)。
d) 機械加工試件的斷面收縮率,其L0至少為3d0
Z=(S0-Su)/S0×100
式中:Su是機械加工試件的斷后橫截面積。
9.7.7.2 技術要求
下列性能應符合表3的規定:
——最小抗拉強度Rm ;
——下屈服強度ReL或0.2%非比例延伸應力RP0.2 ;
——機械加工試件的斷后伸長率A ;
——機械加工試件的斷面收縮率Z。
9.8 頭部堅固性試驗
9.8.1 通則
本試驗用于檢查頭部與無螺紋桿部或螺紋過渡圓處的牢固性。檢查時,錘擊置于有規定角度試驗模中的緊固件頭部。
注:通常,本試驗用于因緊固件太短,而不能實施楔負載試驗的場合。
9.8.2 適用范圍
本試驗適用于符合以下規定的螺栓和螺釘:
——頭部承載能力強于螺紋桿部;
——公稱長度l≥1.5d;
——d≤10 mm;
——所有性能等級。
9.8.3 試驗裝置
試驗模如圖7所示,并應符合以下規定:
——硬度:≥45 HRC;
——通孔直徑dh和圓角r1,按表15的規定;
——最小厚度:≥2d;
——β角:按表17的規定。
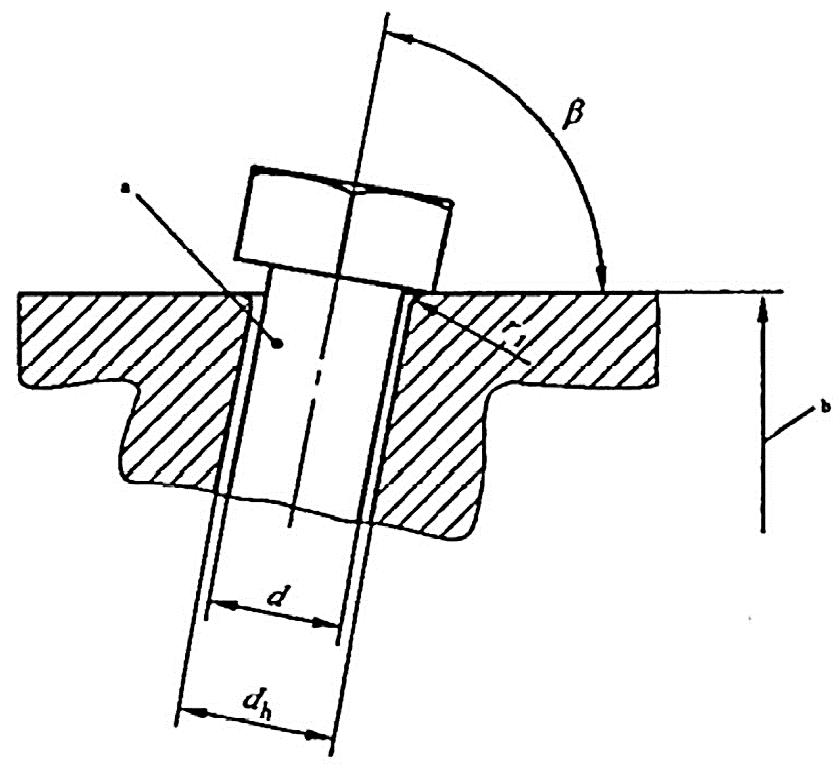
a l≥1.5d。
b 試驗模厚度≥2d。
圖7 頭部堅固性試驗用試驗模
表17 頭部堅固性試驗用試驗模β角
| 性能等級 | 4.6 | 5.6 | 4.8 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9/12.9 |
| β | 60° | 80° | |||||||
9.8.4 試驗程序
試件應為經尺寸等檢驗合格的緊固件。
頭部堅固性試驗應使用圖7所示的試驗模。
試驗模應固定牢固。用手錘擊打螺栓或螺釘頭部數次,使頭彎曲90°— β角。β角按表17的規定。
應放大8~10倍進行檢查。
9.8.5 試驗結果 技術要求
在頭部與無螺紋桿部或螺紋過渡圓處,不應發現裂縫。
全螺紋的螺釘,即使在第一扣螺紋上出現裂縫,只要頭部未斷掉,仍應視為符合本試驗要求。
9.9 硬度試驗
9.9.1 通則
本試驗可測定:
——對不能實施拉力試驗的緊固件:測定緊固件的硬度;
——對能實施拉力試驗的緊固件(見9.1、9.2、9.5和9.7):測定緊固件的最高硬度。
注:硬度與抗拉強度可能沒有直接的換算關系。最大硬度值的規定,除考慮理論的最大抗拉強度外,還有其他因素(如,避免脆斷)。
可以在適當表面,或者螺紋橫截面上測定硬度。
9.9.2 適用范圍
本試驗適用于符合以下規定的緊固件:
——所有規格;
——所有性能等級。
9.9.3 試驗方法
可以采用維氏、布氏或洛氏硬度試驗測定硬度。
a) 維氏硬度試驗
維氏硬度試驗應按GB/T 4340.1的規定。
b) 布氏硬度試驗
布氏硬度試驗應按GB/T 231.1的規定。
c) 洛氏硬度試驗
洛氏硬度試驗應按GB/T 230.1的規定。
9.9.4 試驗程序
9.9.4.1 通則
應使用經尺寸等檢驗合格的緊固件進行硬度試驗。
9.9.4.2 在螺紋橫截面測定硬度
在距螺紋末端1d處取一橫截面,并應經適當處理。
在1/2半徑與軸心線間的區域內測定硬度,見圖8。
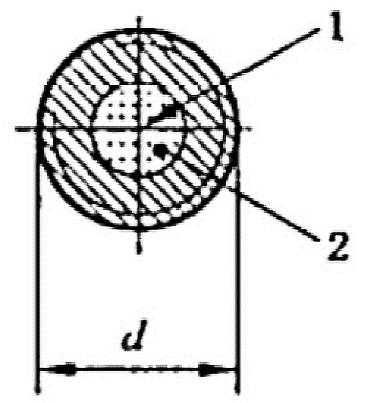
說明:
1——緊固件軸心線;
2——1/2半徑區域。
圖8 1/2半徑區域內測定硬度
9.9.4.3 在表面測定硬度
去除表面鍍層或涂層,并對試件適當處理后,在頭部平面、末端或無螺紋桿部測定硬度。
常規檢查,可使用本方法。
9.9.4.4 測定硬度用試驗載荷
維氏硬度試驗用最小載荷為98N。
布氏硬度的試驗載荷等于30D2,單位為N。
9.9.5 技術要求
對不能實施拉力試驗的緊固件和短螺紋長度的栓接結構用螺栓(對拉力試驗其螺紋長度短的、未旋合螺紋的長度lth<1d),其硬度應在表3規定的范圍內。
對能實施拉力試驗的緊固件、未旋合螺紋的長度lth≥1d、腰狀桿緊固件,以及機械加工試件,其硬度均不應超過表3規定的最大值。
4.6級、4.8級、5.6級、5.8級和6.8級緊固件,應接9.9.4.3的規定在緊固件的末端測定硬度,并且不應超過表3規定的最大值。
對熱處理緊固件,在1/2 半徑區域內(見圖8)測定的硬度值之差,若不大于30 HV,則證實材料中馬氏體已達到90%的要求(見表2)。
4.8級、5.8級和6.8級冷作硬化緊固件,應按9.9.4.2的規定測定硬度,并且應在表3規定的硬度范圍內。
如有爭議,應按9.9.4.2的規定,并使用維氏硬度進行仲裁試驗。
9.10 脫碳試驗
9.10.1 通則
本試驗可測定淬火并回火緊固件的表面脫碳和脫碳層深度(見圖9)。
注:由熱處理工藝造成的,超過表3規定的脫碳層,會降低螺紋強度并可能造成其失效。
表面碳量的狀態應用以下兩個方法中的一個測定:
——金相法;
——硬度法。
金相法可以測定螺紋全脫碳層的深度G和螺紋未脫碳層的高度E(見圖9)。
硬度法可以測定螺紋未脫碳層的高度E和用顯微-硬度法測定不完全脫碳(見圖9)。
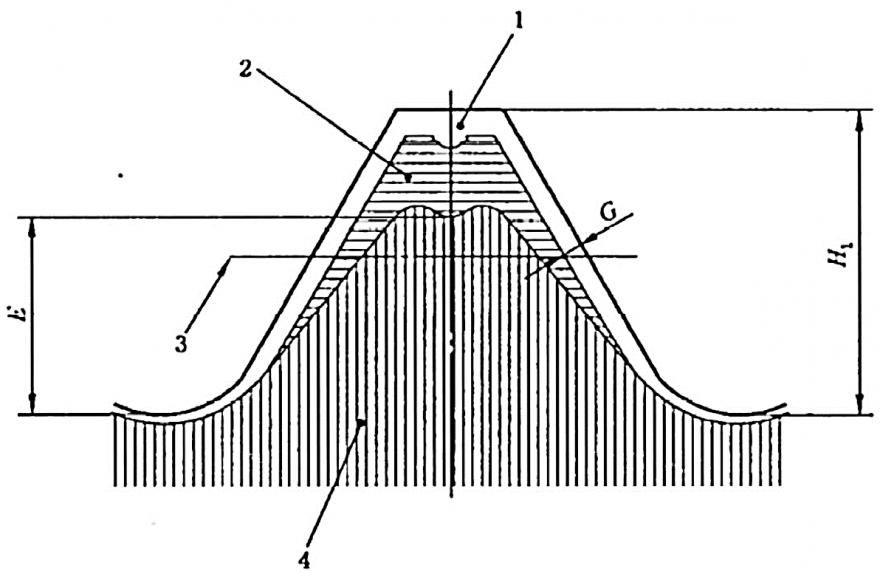
說明:
1——全脫碳;
2——不完全脫碳;
3——中徑線;
4——基體金屬;
E——螺紋未脫碳層的高度;
G——螺紋全脫碳層的深度;
H1——最大實體條件下外螺紋的牙型高度。
圖9 脫碳層
9.10.2 金相法
9.10.2.1 適用范圍
本方法適用于符合以下規定的緊固件:
——所有規格;
——8.8級~12.9/12.9級。
9.10.2.2 試件的制備
應從完成全部熱處理工序,并應去除鍍層或其他涂層后的緊固件上制取試件。
在距螺紋末端約一個公稱直徑(1d)、沿螺紋軸心線截取一縱向截面的試件。試件應嵌入塑料中或安裝在夾具中。安裝后,對表面進行研磨和拋光,直至可進行金相檢查。
注:通常,浸入3%的硝酸乙醇腐蝕液(濃硝酸與乙醇混合液),能顯示由于脫碳而造成的金相結構的變化。
9.10.2.3 試驗程序
將試件置于顯微鏡下,除非另有協議,否則應放大100倍進行檢查。
如果顯微鏡帶有毛玻璃屏,則可藉助刻度直接測量脫碳程度。如果用目鏡測量,則應使用帶十字準線或刻度的顯微鏡。
9.10.2.4 技術要求
全脫碳層的最大深度G應符合表3規定的技術要求。不完全脫碳層的高度E應符合表18規定的技術要求。
表18 最大實體條件下,外螺紋的牙型高度H1和螺紋不完全脫碳層的最小高度值Emin
| 螺距Pa | 0.5 | 0.6 | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2.5 | 3 | 3.5 | 4 | ||
| H1 | 0.307 | 0.368 | 0.429 | 0.491 | 0.613 | 0.767 | 0.92 | 1.074 | 1.227 | 1.534 | 1.84 | 2.147 | 2.454 | ||
| 性能等級 | 8.8、9.8 | Eminb | 0.154 | 0.184 | 0.215 | 0.245 | 0.307 | 0.384 | 0.46 | 0.537 | 0.614 | 0.767 | 0.92 | 1.074 | 1.227 |
| 10.9 | 0.205 | 0.245 | 0.286 | 0.327 | 0.409 | 0.511 | 0.613 | 0.716 | 0.818 | 1.023 | 1.227 | 1.431 | 1.636 | ||
| 12.9/12.9 | 0.23 | 0.276 | 0.322 | 0.368 | 0.46 | 0.575 | 0.69 | 0.806 | 0.92 | 1.151 | 1.38 | 1.61 | 1.841 | ||
a P<1.25mm,僅用金相法。
b 按表3中No.14的規定計算。
9.10.3 硬度法
9.10.3 硬度法
9.10.3.1 適用范圍
本方法適用于符合以下規定的緊固件:
——螺距P≥1.25mm;
——8.8級~12.9/12.9級。
9.10.3.2 試件的制備
應按9.10.2.2制備試件,但不需要腐蝕和去除表面鍍層。
9.10.3.3 試驗程序
按圖10所示測量第1點和第2點的維氏硬度,試驗力為2.942N(維氏硬度試驗HV0.3)。
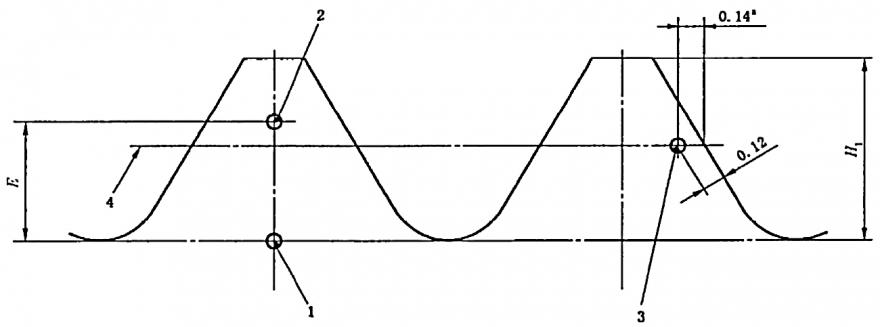
說明:
E ——螺紋未脫碳層的高度,mm; 未脫碳:HV(2)≥HV(1)-30
H1——最大實體條件下外螺紋的牙型高度,mm; 未脫碳:HV(3)≥HV(1)-30
1、2、3——測量點(第1點);
4 ——中徑線。
a 給出0.14mm值僅表明在螺距線上該點的位置。
圖10 脫碳試驗和增碳試驗的硬度測量
9.10.3.4 技術要求
第2點的維氏硬度值,HV(2)應等于或大于第1點維氏硬度,HV(1)減去30個維氏單位。螺紋未脫碳層的高度E應符合表18規定的技術要求。
注:全脫碳達到表3規定的最大值時,不能采用硬度測量法。
9.11 增碳試驗
9.11.1 通則
本試驗適用于測定淬火并回火緊固件的表面在熱處理工藝中是否形成增碳。對于表層增碳狀態的評定,基體金屬硬度和表面硬度的差值是決定性指標。
注:由于增加表面硬度能造成脆斷或降低抗疲勞性,所以增碳是有害的。應仔細區分硬度的增加:是由于增碳還是熱處理或表面冷作硬化而引起的,例如熱處理后輾制螺紋。
可采用以下方法之一進行增碳試驗:
——在縱向截面上測定硬度;
——在表面測定硬度。
如有爭議,以及當P≥1.25mm時,按9.11.2規定的硬度試驗,是仲裁試驗方法。
9.11.2 在縱向截面測定硬度
9.11.2.1 適用范圍
本方法適用于符合以下規定的緊固件:
——螺距P≥1.25 mm;
——8.8級~12.9/12.9級。
9.11.2.2 試件的制備
應按9.10.2.2制備試件,但不需要腐蝕和去除表面鍍層。
9.11.2.3 試驗程序
按圖10所示測量第1點和第3點的維氏硬度。試驗力為:2.942N(維氏硬度試驗HV0.3)。
如果在按9.10.3.3的試驗中已使用過的試件,則第3點的硬度應在螺紋螺距線上,并在測定第1點和第2點硬度相鄰的牙上進行測定。
9.11.2.4 技術要求
第3點的維氏硬度值,HV(3)應等于或小于第1點維氏硬度,HV(1)加上30個維氏單位。
超過30個維氏單位,表示已增碳,見表3(No.13和腳注h、i和j)對10.9級和12.9/12.9級的硬度規定。
9.11.3 在表面測定硬度
9.11.3.1 適用范圍
本方法適用于符合以下規定的緊固件:
——所有規格;
——8.8級~12.9/12.9級。
9.11.3.2 試件的制備
在緊固件的頭部或末端用研磨或拋光準備一個適當的平面,以確保材料表面原始特征的復現與保持。
從距螺紋末端1d處截取一個橫截面,并經適當地制備。
9.11.3.3 試驗程序
表面硬度應在制備的表面進行測定。
應在橫截面上測定基體金屬硬度。
測定以上硬度中使用的試驗力為:2.942N(維氏硬度試驗HV0.3)。
9.11.3.4 技術要求
表面硬度值應等于或小于基體金屬硬度值加上30個維氏單位。
超過30個維氏單位,表示已增碳,見表3(No.13和腳注h)。對10.9級或12.9/12.9級最大表面硬度不應大于390HV或435HV。
9.12 再回火試驗
9.12.1 通則
9.12.2 適用范圍
本方法適用于符合以下規定的緊固件:
——所有規格;
——8.8級~12.9/12.9級。
9.12.3 試驗程序
按9.9.4.2的規定測定維氏硬度,并在一個緊固件上讀取三點數值。
再回火本緊固件,零件溫度應比表2規定的最低回火溫度低10℃,并保持30min。再回火后,在同一緊固件上并在與第一次測定相同的區域,測定新的三點維氏硬度值。
9.12.4 技術要求
對比再回火前、后三點硬度平均值,再回火后,(如果有時)硬度降低,應小于20個維氏硬度。
9.13 扭矩試驗
9.13.1 通則
本扭矩試驗可以測定破壞扭矩MB,適用于不能進行拉力試驗的螺栓和螺釘。
9.13.2 適用范圍
本試驗適用于符合以下規定的緊固件:
——頭部承載能力強于螺紋桿部的螺栓和螺釘;
——無螺紋桿部直徑ds>d2或ds=d2 ;
——螺紋長度b≥1d+2P ;
——1.6 mm≤d≤10 mm;
——4.6級~12.9/12.9級。
注: GB/T 3098.13中未對4.6級~6.8級規定數值。
9.13.3 試驗儀器與裝置
見GB/T 3098.13。
9.13.4 試驗程序
試件應為經尺寸等檢驗合格的緊固件。
按GB/T 3098.13規定將螺栓或螺釘裝入試驗夾具,應至少有1d螺紋長度。從頭部到螺紋收尾,或無螺紋桿部到螺紋收尾的未旋合螺紋的長度lth至少有2P。應連續施加扭矩。
注:ISO 898-7:1992(GB/T 3098.13-1996,idt)已列入修訂計劃。有關基本研究的一項調研已表明對未旋合螺紋和螺紋嚙合長度的數值可能相互交換。
9.13.5 試驗結果
9.13.5.1 方法
見GB/T 3098.13。
9.13.5.2 技術要求
見GB/T 3098.13。
有爭議時,以下列試驗為準:
——對不能進行拉力試驗的螺栓和螺釘:按9.9規定的硬度試驗為仲裁試驗;
——對能進行拉力試驗的螺栓和螺釘:拉力試驗為仲裁試驗。
9.14 機械加工試件沖擊試驗
9.14.1 通則
本試驗用于檢驗在規定的低溫條件下,緊固件材料的韌性。如在產品標準或供需雙方協議中有要求時,方可實施本試驗。
9.14.2 適用范圍
本試驗適用于符合以下規定的緊固件:
——由螺栓、螺釘和螺柱制取的機械加工試件;
——d≥16 mm;
——螺栓和螺釘的總長(包括頭部)≥ 55 mm;
——螺柱的總長,lt≥55 mm;
——5.6級、8.8級、9.8級、10.9級和12.9/12.9級。
9.14.3 試驗儀器與裝置
試驗儀器與裝置應符合GB/T 229的規定。
9.14.4 機械加工試件
應從尺寸等檢驗合格的緊固件成品上制取試件。
機械加工試件應符合GB/T 229(夏比V型缺口試驗)的規定,該試件應沿螺桿縱向,盡量靠近緊固件表面,并盡可能遠離螺紋部分。試件無刻槽的一邊應靠近緊固件的表面。
9.14.5 試驗程序
機械加工試件應置于恒溫 -20℃的條件下,用2mm的擺錘刀刃半徑,按GB/T 229的規定進行試驗。
9.14.6 技術要求
試件在 -20℃溫度下的吸收能量,應符合表3的規定。
注:其他試驗溫度與吸收能量值,可在有關產品標準中或由供需雙方協議規定。
9.15 表面缺陷檢查
緊固件表面缺陷應控制在能夠接收的范圍內。對4.6級~10.9級緊固件表面缺陷的檢查,應按GB/T 5779.1的規定。由供需雙方協議也可按GB/T 5779.3進行檢查。
對12.9/12.9級緊固件表面缺陷的檢查,應按GB/T 5779.3的規定。
在MP1系列試驗(見第8章)的情況下,表面缺陷的檢查應在機械加工前實施。
標志、附錄
10 標志
10.1 通則
只有全面符合本部分規定的技術要求,才能按第5章的標記制度進行標記,以及按10.2和10.3或10.4提供標志。
除非在產品標準中另有規定,否則在頭部頂面凸起的標志高度,不應計入頭部高度尺寸。
10.2 制造者識別標志
制造者識別標志應在生產過程中,在標志性能等級代號的所有緊固件產品上進行標志。也推薦在不標志性能等級的緊固件上標志制造者識別標志。
緊固件的銷售者使用自己的識別標志,也應視為制造者識別標志。
10.3 全承載能力緊固件的標記與標志
10.3.1 通則
按本部分技術要求生產的全承載能力的緊固件,應按10.3.2~10.3.4進行標志。
在10.3.2~10.3.4中規定允許任意選擇的標志,應由制造者確定。
10.3.2 性能等級的標志代號
性能等級的標志代號,應按表19的規定。
表19 全承載能力緊固件的標志代號
| 性能等級 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | 12.9 |
| 標志代號a | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | 12.9 |
a 標志代號中的“.”可以省略。
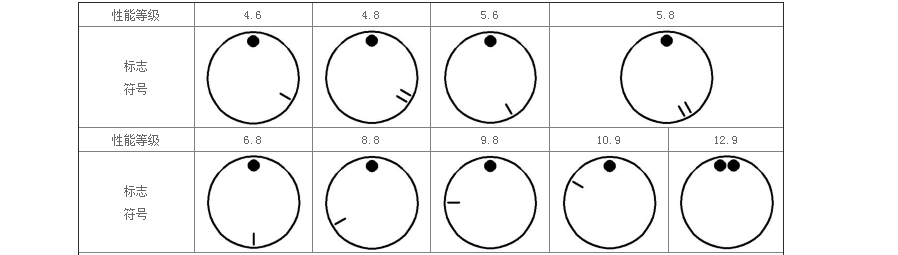
在小螺釘的情況下,或當頭部形狀不允許按表19標志時,可以使用表20給出的時鐘面標志符號。
表20 全承載能力螺栓和螺釘的時鐘面標志符號
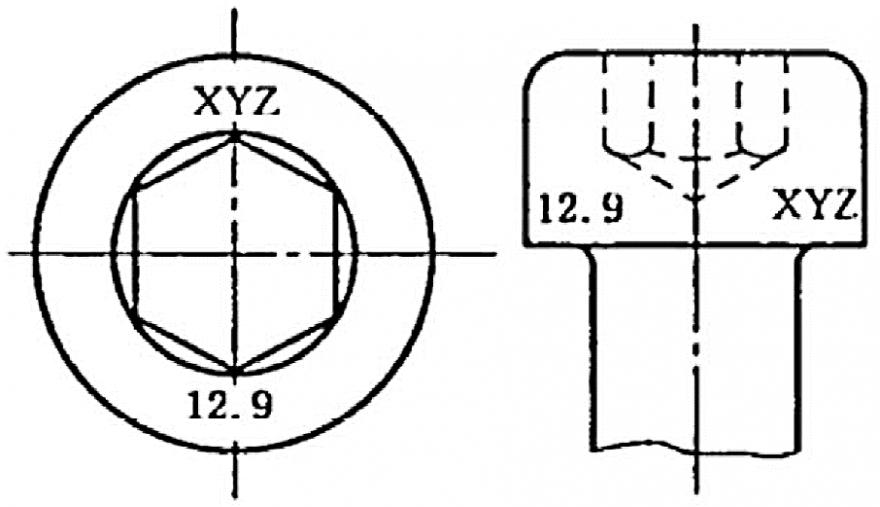
10.3.3 識別標志
10.3.3.1 六角和六角花形頭螺栓和螺釘
六角和六角花形頭螺栓和螺釘(包括法蘭面緊固件)應標志制造者識別標志和表19規定的性能等級的標志代號。
對所有性能等級的和公稱直徑≥5mm的緊固件均要求制出標志。
標志最好在頭部頂面用凹字或凸字,或在頭部側面用凹字(見圖11)。對法蘭面螺栓或螺釘,當制造工藝不允許在頭部頂面標志時,可在法蘭上標志。
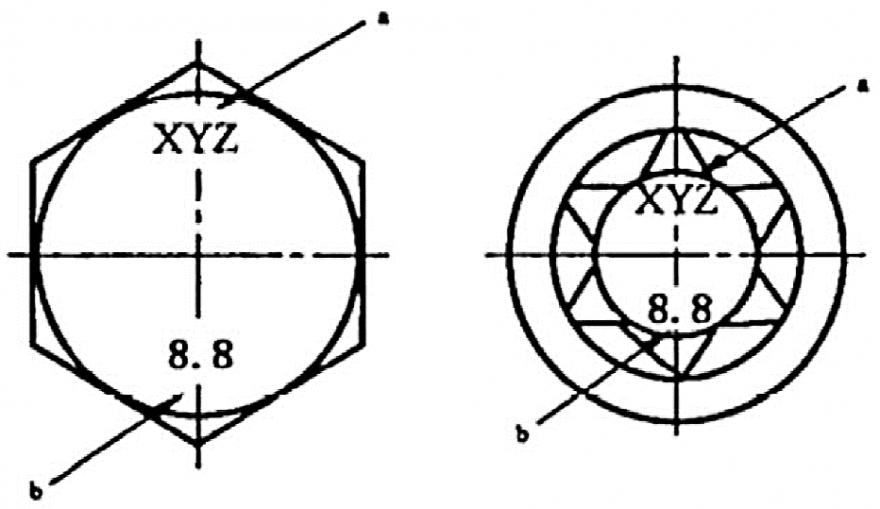
a 制造者識別標志。
b 性能等級。
圖11 六角和六角花形頭螺栓和螺釘標志示例
10.3.3.2 內六角和內六角花形圓柱頭螺釘
內六角和內六角花形圓柱頭螺釘應標志制造者識別標志和表19規定的性能等級的標志代號。
對所有性能等級和公稱直徑≥5mm的緊固件均要求制出標志。
標志最好在頭部側面用凹字或在頭部頂面用凹字或凸字(見圖12)。
圈12 內六角圓柱頭螺釘標志示例
10.3.3.3 圓頭方頸螺栓
圓頭方頸螺栓應標志制造者識別標志和表19中規定的性能等級的標志代號。
對所有性能等級和公稱直徑≥5mm的緊固件均要求制出標志。
在頭部用凹字或凸字標志(見圖13)。
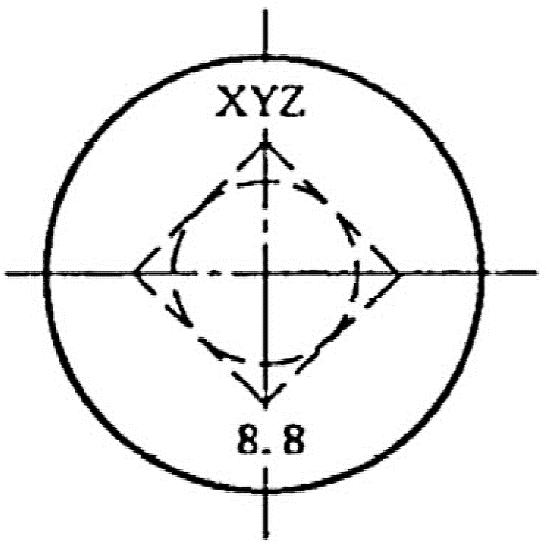
圖13 圓頭方頸螺栓標志示例
10.3.3.4 螺柱
螺柱應標志制造者識別標志和表19規定的性能等級的標志代號,或表21規定的可選用的性能等級標志符號。
對5.6級、8.8級、9.8級、10.9級和12.9/12.9級,及公稱直徑≥5mm的螺柱要求制出標志。
應在螺柱無螺紋桿部進行標志,如不可能時,應在螺柱的擰入螺母端標志性能等級,并可省略標志制造者識別標志(見圖14)。
對過盈配合的螺柱應在擰入螺母端標志性能等級,并可省略標志制造者識別標志。
圖14 螺柱標志示例
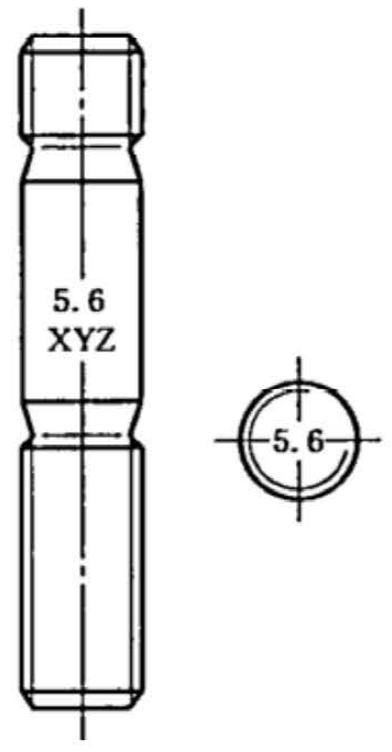
表21 可選用的螺柱標志符號
| 性能等級 | 5.6 | 8.8 | 9.8 | 10.9 | 12.9 |
| 標志符號 | — | ?a | + | □ | △ |
a 允許該符號僅顯示輪廓或整個區域凹陷
10.3.3.5 其他類型的螺栓和螺釘
根據用戶要求,10.3規定的標志代號,也可以用于其他類型的螺栓和螺釘,以及專用緊固件。
通常,對沉頭、半沉頭、圓柱頭及盤頭螺釘,或類似開槽、十字槽形狀的,或有內凹槽,或者其他內扳擰結構的,均不進行標志。
10.3.4 左旋螺紋的螺栓和螺釘的標志
對公稱直徑≥5mm的左旋螺紋的螺栓和螺釘應按圖15規定的符號,在頭部頂面或末端進行標志。
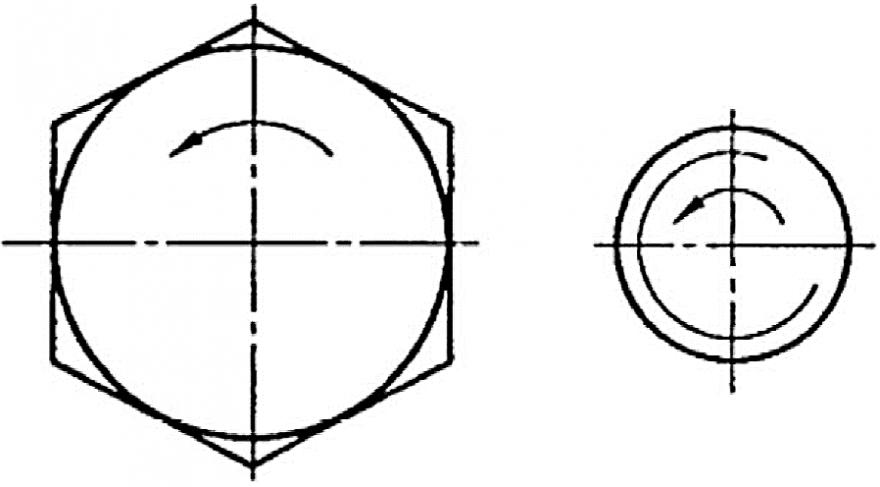
圖15 左旋螺紋的螺栓和螺釘的標志
對六角頭螺栓和螺釘亦可選用圖16規定的左旋螺紋的標志。
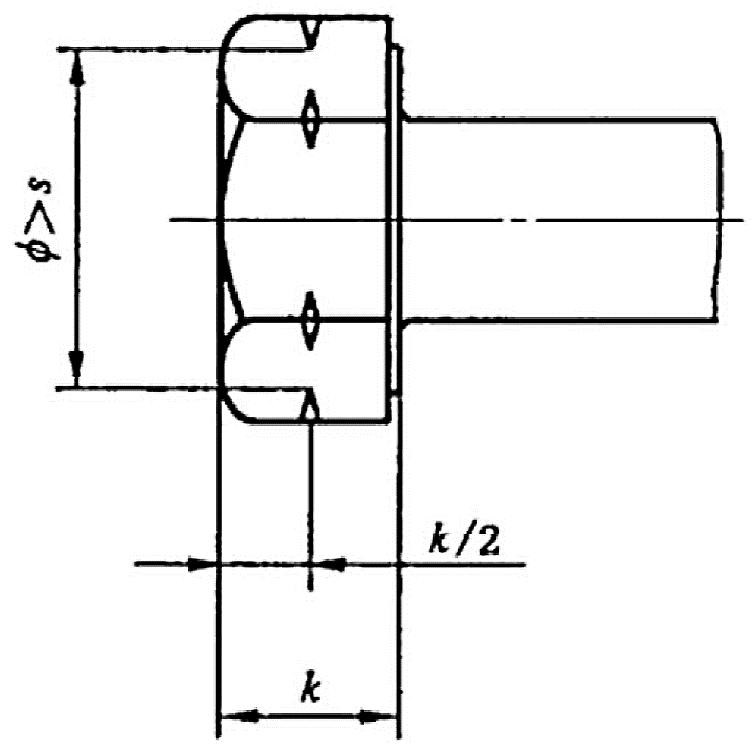
s —— 對邊寬度;
k —— 頭部高度。
圖16 左旋螺紋的螺栓和螺釘可選用的標志
10.4 降低承載能力緊固件的標記與標志
10.4.1 通則
按本部分生產的降低承載能力的緊固件,應按表22的規定進行標志,其余則應參照10.3.3和10.3.4的規定進行標志。
對降低承載能力的緊固件不應使用表19、表20和表21規定的標志代號。
產品標準為降低承載能力的緊固件,即使某些規格能夠達到全承載能力的技術要求,但對該產品的所有規格還應按表22的規定進行標志。
10.4.2 降低承載能力的緊固件的標志代號
降低承載能力的緊固件的標志代號應按表22的規定。
表22 降低承載能力的緊固件的標志代號
| 性能等級 | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | 12.9 |
| 標志代號a | 4.6 | 4.8 | 5.6 | 5.8 | 6.8 | 8.8 | 9.8 | 10.9 | 12.9 | 12.9 |
a 標志代號中的“.”可以省略。
10.5 包裝標志
對各類緊固件、所有規格的所有包裝上,均應有標志(含貼或栓標簽)。標志應包括制造者和/或經銷者商標(或識別標志)和性能等級標志代號,以及GB/T 90.3規定的生產批號。
附錄A
(資料性附錄)
抗拉強度與斷后伸長率的關系
抗拉強度與斷后伸長率的關系,見表A.1。
表A.1 抗拉強度與斷后伸長率的關系
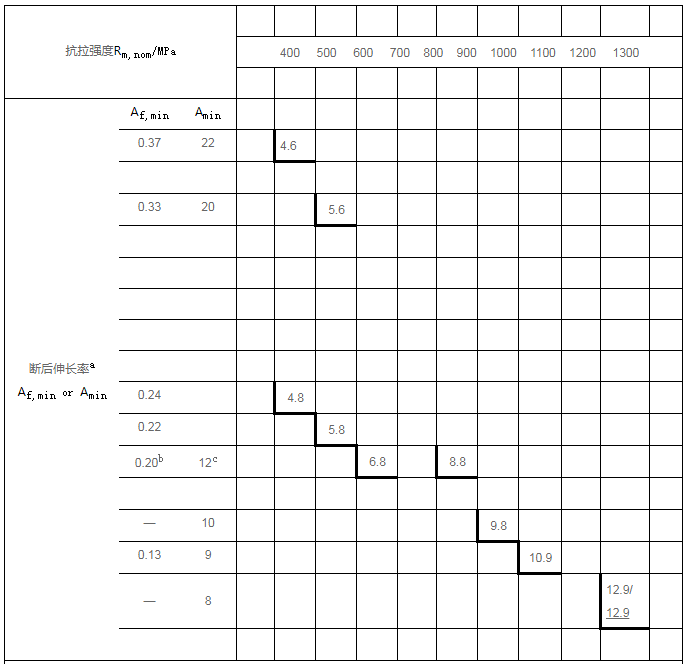
a Af,min和Amin黑體字的數值是標準值,見表3。
b 僅適用于6.8級。
c 僅適用于8.8級。
附錄B
(資料性附錄)
高溫對緊固件機械性能的影響
高溫能改變緊固件的機械性能和工作性能。
我們知道,當達到典型的服役溫度150℃時,對緊固件機械性能尚無有害影響。當溫度超過150℃并最大達到300℃時,則應當仔細檢查,以確保緊固件的工作性能。
伴隨溫度的增加,將逐漸展現:
——對緊固件成品的下屈服強度,或規定非比例延伸0.2%的應力,或規定非比例延伸0.0048d的應力的降低和
——抗拉強度的降低。
經驗之談:在高溫服役條件下,緊固件持續運行時,隨著更高的溫度增長,能導致應力松弛。應力松弛將伴隨夾緊力的損失。
冷作硬化緊固件(4.8、5.8、6.8)比淬火并回火或消除應力的緊固件對應力松弛更敏感。
對高溫緊固件使用含鉛-鋼時,應當注意。對這種緊固件,當服役溫度處于鉛的熔點范圍時,應當考慮液態金屬脆變(LME)風險。
有關“高溫緊固件用鋼的選擇與應用”的參考資料,如EN 10269和ASTM F 2281。
附錄C
(資料性附錄)
緊固件實物斷后伸長率Af
表3僅對4.8級、5.8級和6.8級螺栓、螺釘和螺柱實物規定了最小斷后伸長率Af,min 。作為資料,對其他性能等級的數值在表C.1中給出。這些數值仍在調查研究中。
表C.1 緊固件實物斷后伸長率,Af
| 性能等級 | 4.6 | 5.6 | 8.8 | 9.8 | 10.9 | 12.9/12.9 |
| Af,min | 0.37 | 0.33 | 0.2 | — | 0.13 | — |












發表留言